
ಫೀಡ್ ವಸ್ತುಗಳ ಗುಣಲಕ್ಷಣಗಳು ಸೇವಾ ಜೀವನವನ್ನು ನಿರ್ಧರಿಸುವಲ್ಲಿ ನಿರ್ಣಾಯಕ ಪಾತ್ರ ವಹಿಸುತ್ತವೆದವಡೆ ಕ್ರಷರ್ ಭಾಗಗಳು. ಗಡಸುತನ, ಅಪಘರ್ಷಕತೆ, ಕಣಗಳ ಗಾತ್ರ ಮತ್ತು ತೇವಾಂಶವನ್ನು ನಿರ್ವಹಿಸುವ ನಿರ್ವಾಹಕರು ಜೀವಿತಾವಧಿಯನ್ನು ವಿಸ್ತರಿಸಬಹುದುಮ್ಯಾಂಗನೀಸ್ ಉಕ್ಕು ದವಡೆ ಕ್ರಷರ್ ಉಡುಗೆ ಭಾಗಗಳು.
- ಹೆಚ್ಚಿನ ಗಡಸುತನ ಮತ್ತು ಅಪಘರ್ಷಕತೆಯು ಬದಲಿ ದರಗಳು ಮತ್ತು ಶಕ್ತಿಯ ಬಳಕೆಯನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ.
- ತೇವಾಂಶ ಮತ್ತು ಜಿಗುಟುತನವು ಪ್ಲಗಿಂಗ್ಗೆ ಕಾರಣವಾಗಬಹುದು, ಇದು ಹೆಚ್ಚಿನ ನಿರ್ವಹಣೆಗೆ ಕಾರಣವಾಗುತ್ತದೆ.
- ಸ್ಥಿರವಾದ ಫೀಡ್ ಗಾತ್ರವು ಡೌನ್ಟೈಮ್ ಅನ್ನು ತಡೆಯಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ ಮತ್ತು ಕ್ರಷರ್ ಕಾರ್ಯಕ್ಷಮತೆಯನ್ನು ಸುಧಾರಿಸುತ್ತದೆ.
ಸರಿಯಾದದನ್ನು ಆರಿಸುವುದುದವಡೆ ಕ್ರಷರ್ ಯಂತ್ರಮತ್ತುಕ್ರಷರ್ ಭಾಗಗಳುವೆಚ್ಚವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ ಮತ್ತು ದಕ್ಷತೆಯನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ.
ಪ್ರಮುಖ ಅಂಶಗಳು
- ಫೀಡ್ ವಸ್ತುಗಳ ಗಡಸುತನ ಮತ್ತು ಅಪಘರ್ಷಕತೆಯು ದವಡೆ ಕ್ರಷರ್ ಭಾಗಗಳ ಸವೆತವನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ, ಆದ್ದರಿಂದ ನಿರ್ವಾಹಕರು ಸೆಟ್ಟಿಂಗ್ಗಳನ್ನು ಸರಿಹೊಂದಿಸಬೇಕು ಮತ್ತು ಭಾಗದ ಜೀವಿತಾವಧಿಯನ್ನು ವಿಸ್ತರಿಸಲು ಬಲವಾದ ವಸ್ತುಗಳನ್ನು ಆರಿಸಿಕೊಳ್ಳಬೇಕು.
- ಫೀಡ್ ಗಾತ್ರವನ್ನು ನಿಯಂತ್ರಿಸುವುದು ಮತ್ತು ದೊಡ್ಡ ಗಾತ್ರದ ಬಂಡೆಗಳು ಅಥವಾ ದಂಡಗಳನ್ನು ತೆಗೆದುಹಾಕುವುದು ಅಸಮವಾದ ಉಡುಗೆ ಮತ್ತು ಅಡೆತಡೆಗಳನ್ನು ತಡೆಯಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ, ಸುಧಾರಿಸುತ್ತದೆಕ್ರಷರ್ ದಕ್ಷತೆಮತ್ತು ನಿರ್ವಹಣೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುವುದು.
- ತೇವಾಂಶ ಮತ್ತು ಜಿಗುಟಾದ ವಸ್ತುಗಳು ಕ್ರಷರ್ ಭಾಗಗಳ ಮೇಲೆ ಅಡಚಣೆ ಮತ್ತು ಹೆಚ್ಚುವರಿ ಒತ್ತಡವನ್ನು ಉಂಟುಮಾಡುತ್ತವೆ, ಆದ್ದರಿಂದ ಒಣಗಿಸುವಿಕೆ ಮತ್ತು ಸ್ಕ್ರೀನಿಂಗ್ ಮೂಲಕ ತೇವಾಂಶವನ್ನು ನಿರ್ವಹಿಸುವುದು ಕ್ರಷರ್ಗಳು ಸರಾಗವಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುವಂತೆ ಮಾಡುತ್ತದೆ.
- ಬಲವನ್ನು ಆರಿಸುವುದು.ದವಡೆಯ ತಟ್ಟೆಯ ವಸ್ತುಗಳುಮತ್ತು ಫೀಡ್ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಆಧರಿಸಿದ ವಿನ್ಯಾಸಗಳು ಉಡುಗೆ ಜೀವಿತಾವಧಿಯನ್ನು ಹೆಚ್ಚಿಸಬಹುದು ಮತ್ತು ಅಲಭ್ಯತೆಯನ್ನು ಕಡಿಮೆ ಮಾಡಬಹುದು.
- ಕ್ರಷರ್ಗಳು ದೀರ್ಘಕಾಲದವರೆಗೆ ಪರಿಣಾಮಕಾರಿಯಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುವಂತೆ ಮಾಡಲು ಮತ್ತು ಸವೆತವನ್ನು ಮೊದಲೇ ಪತ್ತೆಹಚ್ಚಲು ನಿಯಮಿತ ತಪಾಸಣೆ, ಸರಿಯಾದ ನಿರ್ವಹಣೆ ಮತ್ತು ಆಪರೇಟರ್ ತರಬೇತಿ ಅತ್ಯಗತ್ಯ.
ಕೀ ಫೀಡ್ ಮೆಟೀರಿಯಲ್ ಪ್ರಾಪರ್ಟೀಸ್ ಮತ್ತು ಜಾ ಕ್ರಷರ್ ಮೆಷಿನ್ ವೇರ್
ಫೀಡ್ ವಸ್ತುಗಳ ಗಡಸುತನ
ದವಡೆ ಕ್ರಷರ್ ಸವೆತದ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುವ ಪ್ರಮುಖ ಗುಣಲಕ್ಷಣಗಳಲ್ಲಿ ಗಡಸುತನವು ಎದ್ದು ಕಾಣುತ್ತದೆ. ಗ್ರಾನೈಟ್ ಅಥವಾ ಬಸಾಲ್ಟ್ನಂತಹ ಗಟ್ಟಿಯಾದ ಬಂಡೆಗಳನ್ನು ಪುಡಿಮಾಡಲು ಹೆಚ್ಚಿನ ಬಲ ಬೇಕಾಗುತ್ತದೆ. ಈ ಹೆಚ್ಚುವರಿ ಬಲವು ದವಡೆಯ ಫಲಕಗಳು ಮತ್ತು ಲೈನರ್ಗಳ ಮೇಲಿನ ಒತ್ತಡವನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ. ನಿರ್ವಾಹಕರು ದವಡೆಯ ಕ್ರಷರ್ ಯಂತ್ರಕ್ಕೆ ಗಟ್ಟಿಯಾದ ವಸ್ತುಗಳನ್ನು ಪೂರೈಸಿದಾಗ, ಫಲಕಗಳು ಹೆಚ್ಚು ಕತ್ತರಿಸುವುದು ಮತ್ತು ಚಿಪ್ಪಿಂಗ್ ಸವೆತವನ್ನು ಅನುಭವಿಸುತ್ತವೆ. ಹೆಚ್ಚಿನ ಸಂಕುಚಿತ ಶಕ್ತಿ ಮತ್ತು ಮುರಿತದ ಗಡಸುತನವನ್ನು ಹೊಂದಿರುವ ಬಂಡೆಗಳು ವೇಗವಾದ ಸವೆತ ದರಗಳಿಗೆ ಕಾರಣವಾಗುತ್ತವೆ ಎಂದು ಅಧ್ಯಯನಗಳು ತೋರಿಸುತ್ತವೆ. ಚಿಕ್ಕದಾದ, ಗಟ್ಟಿಯಾದ ಕಣಗಳನ್ನು ಸಂಸ್ಕರಿಸುವಾಗ ದವಡೆಗಳ ಬಿಡುಗಡೆಯ ತುದಿಯು ಮೊದಲು ಸವೆಯುವುದನ್ನು ನಿರ್ವಾಹಕರು ಹೆಚ್ಚಾಗಿ ಗಮನಿಸುತ್ತಾರೆ. ಫೀಡ್ನ ಗಡಸುತನದ ಆಧಾರದ ಮೇಲೆ ಕ್ರಷರ್ ಸೆಟ್ಟಿಂಗ್ಗಳನ್ನು ಹೊಂದಿಸುವುದು ಸವೆತವನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಮತ್ತು ಭಾಗದ ಜೀವಿತಾವಧಿಯನ್ನು ವಿಸ್ತರಿಸಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ.
ಸವೆತ ಮತ್ತು ಖನಿಜ ಸಂಯೋಜನೆ
ಸವೆತ ಮತ್ತು ಖನಿಜ ಸಂಯೋಜನೆಯು ಉಡುಗೆ ಮಾದರಿಗಳಲ್ಲಿ ಪ್ರಮುಖ ಪಾತ್ರ ವಹಿಸುತ್ತದೆ. ಕ್ವಾರ್ಟ್ಜೈಟ್ ಮತ್ತು ಗ್ರಾನೈಟ್ನಂತಹ ಖನಿಜಗಳು ಹೆಚ್ಚು ಸವೆತವನ್ನು ಹೊಂದಿರುತ್ತವೆ. ಈ ಖನಿಜಗಳು ದವಡೆಯ ಫಲಕಗಳ ವಿರುದ್ಧ ಪುಡಿಮಾಡಿ, ತ್ವರಿತ ಮೇಲ್ಮೈ ಅವನತಿಗೆ ಕಾರಣವಾಗುತ್ತವೆ. ಫೀಡ್ನಲ್ಲಿ ಹೆಚ್ಚಿನ ಶೇಕಡಾವಾರು ಅಪಘರ್ಷಕ ಖನಿಜಗಳಿದ್ದರೆ, ಪ್ರಮಾಣಿತಮ್ಯಾಂಗನೀಸ್ ಉಕ್ಕಿನ ಲೈನರ್ಗಳುಬೇಗನೆ ಸವೆಯಬಹುದು. ಹೆಚ್ಚಿನ ಕ್ರೋಮ್ ಕಬ್ಬಿಣ ಅಥವಾ ಸಂಯೋಜಿತ ಮಿಶ್ರಲೋಹಗಳಂತಹ ಸರಿಯಾದ ಲೈನರ್ ವಸ್ತುವನ್ನು ಆಯ್ಕೆ ಮಾಡುವುದರಿಂದ ಈ ರೀತಿಯ ಉಡುಗೆಯನ್ನು ವಿರೋಧಿಸಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ. ನಿರ್ವಾಹಕರು ಫೀಡ್ನಲ್ಲಿ ಮಾಲಿನ್ಯವನ್ನು ಸಹ ಗಮನಿಸಬೇಕು, ಏಕೆಂದರೆ ಅಲೆಮಾರಿ ಕಬ್ಬಿಣ ಅಥವಾ ದೊಡ್ಡ ಬಂಡೆಗಳು ಅಂಚಿನ ಚಿಪ್ಪಿಂಗ್ ಮತ್ತು ಬಿರುಕುಗಳಿಗೆ ಕಾರಣವಾಗಬಹುದು.
ಸಲಹೆ: ಲೈನರ್ ವಸ್ತುವನ್ನು ಫೀಡ್ನ ಖನಿಜ ಸಂಯೋಜನೆಗೆ ಹೊಂದಿಸುವುದರಿಂದ ಉಡುಗೆ ಜೀವಿತಾವಧಿಯನ್ನು ಐದು ಪಟ್ಟು ಹೆಚ್ಚಿಸಬಹುದು ಮತ್ತು ನಿರ್ವಹಣಾ ವೆಚ್ಚವನ್ನು ಕಡಿಮೆ ಮಾಡಬಹುದು.
ಕಣಗಳ ಗಾತ್ರ ಮತ್ತು ಗಾತ್ರ ವಿತರಣೆ
ಕಣದ ಗಾತ್ರ ಮತ್ತು ಅದರ ವಿತರಣೆಯು ದವಡೆಯ ಫಲಕಗಳನ್ನು ಎಷ್ಟು ಬಾರಿ ಬದಲಾಯಿಸಬೇಕಾಗುತ್ತದೆ ಎಂಬುದರ ಮೇಲೆ ನೇರವಾಗಿ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ. ಫೀಡ್ನಲ್ಲಿ ಅನೇಕ ದೊಡ್ಡ ಬಂಡೆಗಳು ಇದ್ದಾಗ, ದವಡೆಯ ಫಲಕಗಳ ಕೆಲವು ಪ್ರದೇಶಗಳು ಪುನರಾವರ್ತಿತ ಪರಿಣಾಮಗಳನ್ನು ಅನುಭವಿಸುತ್ತವೆ. ಇದು ಅಸಮ ಉಡುಗೆ ಮತ್ತು ಹೆಚ್ಚು ಆಗಾಗ್ಗೆ ಬದಲಿಗಳಿಗೆ ಕಾರಣವಾಗುತ್ತದೆ. ಫೀಡ್ನಲ್ಲಿನ ಹೆಚ್ಚುವರಿ ದಂಡಗಳು ಅಡೆತಡೆಗಳನ್ನು ಉಂಟುಮಾಡಬಹುದು, ಇದು ಪ್ಲೇಟ್ಗಳ ಜೀವಿತಾವಧಿಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ. ಚೆನ್ನಾಗಿ ನಿಯಂತ್ರಿತ ಫೀಡ್ ಗಾತ್ರದ ವಿತರಣೆಯು ಸಮ ಉಡುಗೆ ಮತ್ತು ಸ್ಥಿರ ಕಾರ್ಯಾಚರಣೆಯನ್ನು ಉತ್ತೇಜಿಸುತ್ತದೆ. ಫೀಡ್ ಗಾತ್ರವನ್ನು ಮೇಲ್ವಿಚಾರಣೆ ಮಾಡುವ ಮತ್ತು ಹೊಂದಿಸುವ ನಿರ್ವಾಹಕರು ಕಾರ್ಯಾಚರಣೆಯ ವೆಚ್ಚವನ್ನು ಕಡಿಮೆ ಮಾಡಬಹುದು ಮತ್ತು ದವಡೆ ಕ್ರಷರ್ ಯಂತ್ರವನ್ನು ಪರಿಣಾಮಕಾರಿಯಾಗಿ ಚಾಲನೆಯಲ್ಲಿಡಬಹುದು.
ತೇವಾಂಶದ ಅಂಶ ಮತ್ತು ಜಿಗುಟುತನ
ಫೀಡ್ ವಸ್ತುವಿನಲ್ಲಿರುವ ತೇವಾಂಶವು ದವಡೆ ಕ್ರಷರ್ ಕಾರ್ಯಕ್ಷಮತೆಯಲ್ಲಿ ಮಹತ್ವದ ಪಾತ್ರ ವಹಿಸುತ್ತದೆ. ಫೀಡ್ ವಸ್ತುವು ಹೆಚ್ಚಿನ ತೇವಾಂಶವನ್ನು ಹೊಂದಿರುವಾಗ, ವಿಶೇಷವಾಗಿ ಫೈನ್ಗಳು ಅಥವಾ ಜೇಡಿಮಣ್ಣಿನೊಂದಿಗೆ ಬೆರೆಸಿದಾಗ, ಅದು ಹೆಚ್ಚಾಗಿ ಕಾರ್ಯಾಚರಣೆಯ ಸವಾಲುಗಳಿಗೆ ಕಾರಣವಾಗುತ್ತದೆ. ಜಿಗುಟಾದ ವಸ್ತುಗಳು ಕ್ರಷರ್ನ ಒಳಗಿನ ಮೇಲ್ಮೈಗಳಿಗೆ ಅಂಟಿಕೊಳ್ಳುತ್ತವೆ. ಈ ಜಿಗುಟುತನವು ಅಡೆತಡೆಗಳನ್ನು ಉಂಟುಮಾಡಬಹುದು, ಇದನ್ನು ಅಡಚಣೆ ಎಂದೂ ಕರೆಯುತ್ತಾರೆ, ಇದು ಪುಡಿಮಾಡುವ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಅಡ್ಡಿಪಡಿಸುತ್ತದೆ.
ಜೇಡಿಮಣ್ಣಿನಂತಹ ತೇವಾಂಶವುಳ್ಳ ಸೂಕ್ಷ್ಮ ವಸ್ತುಗಳು ಸುಲಭವಾಗಿ ಒಡೆಯುವುದಿಲ್ಲ ಎಂದು ನಿರ್ವಾಹಕರು ಹೆಚ್ಚಾಗಿ ಗಮನಿಸುತ್ತಾರೆ. ಬದಲಾಗಿ, ಈ ವಸ್ತುಗಳು ಕ್ರಷಿಂಗ್ ಚೇಂಬರ್ ಒಳಗೆ ದಟ್ಟವಾದ ದ್ರವ್ಯರಾಶಿಯಾಗಿ ಸಂಕ್ಷೇಪಿಸಲ್ಪಡುತ್ತವೆ. "ಪ್ಯಾನ್ಕೇಕಿಂಗ್" ಎಂದು ಕರೆಯಲ್ಪಡುವ ಈ ಪ್ರಕ್ರಿಯೆಯು ಕ್ರಷರ್ನ ಮೋಟಾರ್ನಲ್ಲಿ ಹೊರೆ ಹೆಚ್ಚಿಸುತ್ತದೆ. ಪರಿಶೀಲಿಸದೆ ಬಿಟ್ಟರೆ, ಪ್ಯಾನ್ಕೇಕಿಂಗ್ ಕ್ರಷರ್ ಅನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ನಿಲ್ಲಿಸಬಹುದು. ತೇವಾಂಶವು ದವಡೆಯ ಪ್ಲೇಟ್ಗಳು ಅಥವಾ ಲೈನರ್ಗಳ ಸವೆತ ದರವನ್ನು ನೇರವಾಗಿ ಹೆಚ್ಚಿಸದಿದ್ದರೂ, ಪರಿಣಾಮವಾಗಿ ಉಂಟಾಗುವ ಅಡಚಣೆ ಮತ್ತು ಮೋಟಾರ್ ಓವರ್ಲೋಡ್ ದಕ್ಷತೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ ಮತ್ತು ಕಾಲಾನಂತರದಲ್ಲಿ ವೇಗವಾಗಿ ಸವೆತಕ್ಕೆ ಕಾರಣವಾಗಬಹುದು.
ಆಹಾರ ಪದಾರ್ಥಗಳಲ್ಲಿ ತೇವಾಂಶ ಮತ್ತು ಜಿಗುಟುತನವನ್ನು ನಿರ್ವಹಿಸಲು ಹಲವಾರು ಪ್ರಾಯೋಗಿಕ ಹಂತಗಳು ಸಹಾಯ ಮಾಡುತ್ತವೆ:
- ತೇವಾಂಶವನ್ನು 5% ಕ್ಕಿಂತ ಕಡಿಮೆ ಮಾಡಲು ಫೀಡ್ ಅನ್ನು ಮೊದಲೇ ಒಣಗಿಸುವುದರಿಂದ ವಸ್ತು ಅಂಟಿಕೊಳ್ಳುವುದನ್ನು ತಡೆಯಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ.
- ಕ್ರಷರ್ಗೆ ಆಹಾರವನ್ನು ನೀಡುವ ಮೊದಲು ದಂಡವನ್ನು ತೆಗೆದುಹಾಕುವುದರಿಂದ ಅಡಚಣೆಯ ಅಪಾಯವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ.
- ಫೀಡ್ ಚ್ಯೂಟ್ಗಳಲ್ಲಿ ಟೆಫ್ಲಾನ್-ಲೇಪಿತ ಮೇಲ್ಮೈಗಳಂತಹ ಆಂಟಿ-ಸ್ಟಿಕ್ ಲೈನರ್ಗಳನ್ನು ಸ್ಥಾಪಿಸುವುದರಿಂದ ವಸ್ತುಗಳ ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ.
- ವಸ್ತು ಹರಿವನ್ನು ಮರುನಿರ್ದೇಶಿಸಲು ಬ್ಯಾಫಲ್ ಗೋಡೆಗಳನ್ನು ಬಳಸುವುದು, ವಿಶೇಷವಾಗಿ ಕಂಪಿಸುವ ಫೀಡರ್ಗಳೊಂದಿಗೆ, ಅಡಚಣೆಯನ್ನು ಮತ್ತಷ್ಟು ಕಡಿಮೆ ಮಾಡಬಹುದು.
ಗಮನಿಸಿ: ತೇವಾಂಶದ ಮಟ್ಟವನ್ನು ಮೇಲ್ವಿಚಾರಣೆ ಮಾಡುವ ಮತ್ತು ತಮ್ಮ ಪ್ರಕ್ರಿಯೆಗಳನ್ನು ಸರಿಹೊಂದಿಸುವ ನಿರ್ವಾಹಕರು ಸುಗಮ ಕ್ರಷರ್ ಕಾರ್ಯಾಚರಣೆಯನ್ನು ನಿರ್ವಹಿಸಬಹುದು ಮತ್ತು ಉಡುಗೆ ಭಾಗಗಳ ಜೀವಿತಾವಧಿಯನ್ನು ವಿಸ್ತರಿಸಬಹುದು.
ಫೀಡ್ ವಸ್ತುವಿನಲ್ಲಿ ತೇವಾಂಶ ಮತ್ತು ಜಿಗುಟುತನವನ್ನು ನಿರ್ವಹಿಸುವುದರಿಂದ ಕ್ರಷರ್ ವಿಶ್ವಾಸಾರ್ಹತೆಯನ್ನು ಸುಧಾರಿಸುವುದಲ್ಲದೆ, ನಿರ್ವಹಣಾ ವೆಚ್ಚವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ. ಈ ಕ್ರಮಗಳನ್ನು ತೆಗೆದುಕೊಳ್ಳುವ ಮೂಲಕ, ಸವಾಲಿನ ವಸ್ತುಗಳನ್ನು ಸಂಸ್ಕರಿಸುವಾಗಲೂ ಸಹ ಜಾ ಕ್ರಷರ್ ಯಂತ್ರಗಳು ಪರಿಣಾಮಕಾರಿಯಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುವುದನ್ನು ನಿರ್ವಾಹಕರು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳುತ್ತಾರೆ.
ಜಾ ಕ್ರಷರ್ ಯಂತ್ರದ ಭಾಗಗಳ ಮೇಲೆ ಫೀಡ್ ಗುಣಲಕ್ಷಣಗಳ ಪ್ರಭಾವ
ದವಡೆಯ ಪ್ಲೇಟ್ ಮತ್ತು ಲೈನರ್ ವೇರ್ ಮೇಲೆ ಗಡಸುತನದ ಪರಿಣಾಮಗಳು

ಫೀಡ್ ವಸ್ತುಗಳ ಗಡಸುತನವು ದವಡೆಯ ಫಲಕಗಳು ಮತ್ತು ಲೈನರ್ಗಳ ಸವೆತ ದರದ ಮೇಲೆ ನೇರವಾಗಿ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ. ಗ್ರಾನೈಟ್ ಅಥವಾ ಕ್ವಾರ್ಟ್ಜೈಟ್ನಂತಹ ಗಟ್ಟಿಯಾದ ಬಂಡೆಗಳನ್ನು ಮುರಿಯಲು ಹೆಚ್ಚಿನ ಬಲ ಬೇಕಾಗುತ್ತದೆ. ಈ ಹೆಚ್ಚಿದ ಬಲವು ದವಡೆಯ ಕ್ರಷರ್ನ ಸಂಪರ್ಕ ಮೇಲ್ಮೈಗಳ ಮೇಲೆ ಹೆಚ್ಚಿನ ಒತ್ತಡಕ್ಕೆ ಕಾರಣವಾಗುತ್ತದೆ. ಕಾಲಾನಂತರದಲ್ಲಿ, ಗಟ್ಟಿಯಾದ ವಸ್ತುಗಳಿಂದ ಪುನರಾವರ್ತಿತ ಪರಿಣಾಮಗಳು ಉಳಿ ಕತ್ತರಿಸುವ ಸವೆತಕ್ಕೆ ಕಾರಣವಾಗುತ್ತವೆ, ಇದು ದವಡೆಯ ಫಲಕಗಳ ಮೇಲೆ ಆಳವಾದ ಗೀರುಗಳು, ಚಡಿಗಳು ಮತ್ತು ಹೊಂಡಗಳಾಗಿ ಕಾಣಿಸಿಕೊಳ್ಳುತ್ತದೆ. ವಿಶೇಷವಾಗಿ ಹೆಚ್ಚಿನ ಗಡಸುತನದ ಅದಿರುಗಳನ್ನು ಸಂಸ್ಕರಿಸುವಾಗ ಪುಡಿಮಾಡುವ ವಲಯಗಳು ಅತ್ಯಂತ ತೀವ್ರವಾದ ಸವೆತವನ್ನು ಅನುಭವಿಸುತ್ತವೆ ಎಂದು ನಿರ್ವಾಹಕರು ಸಾಮಾನ್ಯವಾಗಿ ಗಮನಿಸುತ್ತಾರೆ.
ದವಡೆಯ ಫಲಕಗಳು ಪದೇ ಪದೇ ಸಂಕೋಚನ ಮತ್ತು ಪ್ರಭಾವದ ಹೊರೆಗಳನ್ನು ಎದುರಿಸಿದಾಗ ಆಯಾಸದ ಸವೆತವು ಬೆಳೆಯುತ್ತದೆ. ಬಿರುಕುಗಳು ರೂಪುಗೊಂಡು ಹರಡುತ್ತವೆ, ಅಂತಿಮವಾಗಿ ಸುಲಭವಾಗಿ ಮುರಿತಗಳಿಗೆ ಕಾರಣವಾಗುತ್ತವೆ. ಬಂಡೆಗಳು ಮೊದಲು ಕ್ರಷರ್ ಅನ್ನು ಪ್ರವೇಶಿಸುವ ಫೀಡಿಂಗ್ ವಲಯವು ಈ ರೀತಿಯ ಹಾನಿಗೆ ವಿಶೇಷವಾಗಿ ಗುರಿಯಾಗುತ್ತದೆ.ಹೆಚ್ಚಿನ ಮ್ಯಾಂಗನೀಸ್ ಉಕ್ಕಿನ ದವಡೆ ಫಲಕಗಳುಕಾರ್ಯಾಚರಣೆಯ ಸಮಯದಲ್ಲಿ ಅವು ಗಟ್ಟಿಯಾಗುವುದರಿಂದ ಈ ಕೆಲವು ಸವೆತಗಳನ್ನು ತಡೆದುಕೊಳ್ಳಬಹುದು, ಆದರೆ ಈ ವಸ್ತುಗಳು ಸಹ ಅತ್ಯಂತ ಕಠಿಣವಾದ ಫೀಡ್ಗೆ ಒಡ್ಡಿಕೊಂಡಾಗ ಮಿತಿಗಳನ್ನು ಹೊಂದಿರುತ್ತವೆ.
ಸಲಹೆ: ಒಳಬರುವ ವಸ್ತುಗಳ ಗಡಸುತನವನ್ನು ನಿಯಮಿತವಾಗಿ ಮೇಲ್ವಿಚಾರಣೆ ಮಾಡುವುದರಿಂದ ನಿರ್ವಾಹಕರು ಕ್ರಷರ್ ಸೆಟ್ಟಿಂಗ್ಗಳನ್ನು ಹೊಂದಿಸಲು ಮತ್ತು ಸರಿಯಾದ ಲೈನರ್ ವಸ್ತುಗಳನ್ನು ಆಯ್ಕೆ ಮಾಡಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ, ಅನಿರೀಕ್ಷಿತ ಡೌನ್ಟೈಮ್ ಅನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ.
ಅಪಘರ್ಷಕ ಖನಿಜಗಳು ಮತ್ತು ಮೇಲ್ಮೈ ಅವನತಿ
ಫೀಡ್ನಲ್ಲಿರುವ ಅಪಘರ್ಷಕ ಖನಿಜಗಳು, ಉದಾಹರಣೆಗೆ ಸ್ಫಟಿಕ ಶಿಲೆ ಅಥವಾ ಸಿಲಿಕಾ, ಮೇಲ್ಮೈ ಅವನತಿಯನ್ನು ವೇಗಗೊಳಿಸುತ್ತದೆದವಡೆ ಕ್ರಷರ್ ಭಾಗಗಳು. ಗೋಜಿಂಗ್ ಸವೆತ ಪರೀಕ್ಷೆಗಳು ಸೇರಿದಂತೆ ಪ್ರಯೋಗಾಲಯ ಸವೆತ ಪರೀಕ್ಷೆಗಳು ನೈಜ-ಪ್ರಪಂಚದ ಸವೆತ ಮಾದರಿಗಳೊಂದಿಗೆ ಬಲವಾದ ಸಂಬಂಧವನ್ನು ತೋರಿಸುತ್ತವೆ. ಈ ಪರೀಕ್ಷೆಗಳು ಅಪಘರ್ಷಕ ಖನಿಜಗಳು ದವಡೆಯ ಫಲಕಗಳು ಮತ್ತು ಲೈನರ್ಗಳ ಮೇಲ್ಮೈಯಲ್ಲಿ ಮೈಕ್ರೋಪ್ಲೋಫಿಂಗ್, ಮೈಕ್ರೋಕಟಿಂಗ್ ಮತ್ತು ಮೈಕ್ರೋಕ್ರ್ಯಾಕಿಂಗ್ಗೆ ಕಾರಣವಾಗುತ್ತವೆ ಎಂದು ಬಹಿರಂಗಪಡಿಸುತ್ತವೆ. ಅಪಘರ್ಷಕ ಕಣಗಳು ಲೋಹದ ವಿರುದ್ಧ ಜಾರುವಂತೆ ಮತ್ತು ಒತ್ತುವಂತೆ, ಅವು ಸಣ್ಣ ತುಣುಕುಗಳನ್ನು ತೆಗೆದುಹಾಕುತ್ತವೆ, ಇದು ಪರಿಮಾಣ ನಷ್ಟ ಮತ್ತು ಒರಟಾದ ಮೇಲ್ಮೈಗಳಿಗೆ ಕಾರಣವಾಗುತ್ತದೆ.
ಅಪಘರ್ಷಕ ಖನಿಜಗಳ ಉಪಸ್ಥಿತಿಯು ಮೇಲ್ಮೈ ಸವೆತದ ಪ್ರಮಾಣವನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ ಎಂದು ಕ್ಷೇತ್ರ ಅಧ್ಯಯನಗಳು ದೃಢಪಡಿಸುತ್ತವೆ. ಮುಖ್ಯ ಸವೆತ ಕಾರ್ಯವಿಧಾನಗಳು ಸೇರಿವೆ:
- ಕಡಿಮೆ ಒತ್ತಡದ ಸ್ಕ್ರಾಚಿಂಗ್ ಸವೆತ:ಹೆಚ್ಚು ಸಂಕೋಚನವಿಲ್ಲದೆ ಕಣಗಳು ಮೇಲ್ಮೈ ಮೇಲೆ ಜಾರಿದಾಗ ಸಂಭವಿಸುತ್ತದೆ.
- ಹೆಚ್ಚಿನ ಒತ್ತಡದ ರುಬ್ಬುವ ಸವೆತ:ಸಣ್ಣ ಕಣಗಳು ಒತ್ತಡದಲ್ಲಿ ಮೇಲ್ಮೈಗೆ ವಿರುದ್ಧವಾಗಿ ಪುಡಿಮಾಡಿದಾಗ ಇದು ಸಂಭವಿಸುತ್ತದೆ.
- ಉಬ್ಬುವ ಸವೆತ:ದೊಡ್ಡ, ಗಟ್ಟಿಯಾದ ಕಣಗಳು ದವಡೆಯ ಫಲಕಗಳ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರಿ ಸಂಕುಚಿತಗೊಳಿಸುವುದರಿಂದ ಉಂಟಾಗುತ್ತದೆ.
ಕೆಳಗಿನ ಕೋಷ್ಟಕವು ಸಾಮಾನ್ಯ ಉಡುಗೆ ಮಾದರಿಗಳು ಮತ್ತು ಅವುಗಳ ಕಾರಣಗಳನ್ನು ಸಂಕ್ಷೇಪಿಸುತ್ತದೆ:
| ಉಡುಗೆ ಮಾದರಿಯ ಪ್ರಕಾರ | ವಿವರಣೆ | ಕಾರಣ / ಪ್ರಭಾವ ಬೀರುವ ಅಂಶಗಳು | ದವಡೆ ಫಲಕ ಪ್ರದೇಶ | ಬಲದ ಗುಣಲಕ್ಷಣಗಳು |
|---|---|---|---|---|
| ಉಳಿ ಕತ್ತರಿಸುವ ಉಡುಪು | ಆಳವಾದ ಗೀರುಗಳು, ಚಡಿಗಳು ಮತ್ತು ಹೊಂಡಗಳು | ಅದಿರುಗಳಿಂದ ಪುನರಾವರ್ತಿತ ಘರ್ಷಣೆ ಮತ್ತು ಹೊರತೆಗೆಯುವಿಕೆ | ಪುಡಿಮಾಡುವ ವಲಯಗಳು (M, ML, L) | ಹೆಚ್ಚಿನ ಸಾಮಾನ್ಯ, ಮಧ್ಯಮ ಸ್ಪರ್ಶಕ |
| ಆಯಾಸ ಉಡುಪುಗಳು | ಬಿರುಕುಗಳು ಮತ್ತು ಬಿರುಕುಗಳು | ದೀರ್ಘಕಾಲೀನ ಪುನರಾವರ್ತಿತ ಪರಿಣಾಮ | ಆಹಾರ ವಲಯ (H) | ಹೆಚ್ಚಿನ ಸಾಮಾನ್ಯ, ಕಡಿಮೆ ಸ್ಪರ್ಶಕ |
| ಸವೆತ ನಿರೋಧಕ ಉಡುಗೆ | ಗೀಚುವುದು, ರುಬ್ಬುವುದು, ಸವೆತ | ಕಣದ ಗಾತ್ರ, ಗಡಸುತನ, ಸಂಕೋಚನ/ಕತ್ತರಿ | ಪುಡಿಮಾಡುವ ವಲಯಗಳು (M, ML, L) | ಹೆಚ್ಚಿನ ಸಾಮಾನ್ಯ ಮತ್ತು ಸ್ಪರ್ಶಕ |
| ತುಕ್ಕು ಹಿಡಿಯುವ ಉಡುಗೆ | ತೇವಾಂಶದಿಂದಾಗಿ ಆಕ್ಸಿಡೀಕರಣ | ಫೀಡ್ನಲ್ಲಿ ತೇವಾಂಶದ ಅಂಶ | ಎಲ್ಲಾ ಪ್ರದೇಶಗಳು | ರಾಸಾಯನಿಕ ಉಡುಗೆ |
ಗಡಸುತನ, ಗಡಸುತನ ಮತ್ತು ಸೂಕ್ಷ್ಮ ರಚನೆಯಂತಹ ವಸ್ತು ಗುಣಲಕ್ಷಣಗಳು ದವಡೆ ಕ್ರಷರ್ ಭಾಗಗಳು ಸವೆತದ ಉಡುಗೆಗಳನ್ನು ಎಷ್ಟು ಚೆನ್ನಾಗಿ ವಿರೋಧಿಸುತ್ತವೆ ಎಂಬುದರ ಮೇಲೆ ಪ್ರಭಾವ ಬೀರುತ್ತವೆ. ಉಡುಗೆಗಳಿಂದ ಲೈನರ್ ಜ್ಯಾಮಿತಿಯಲ್ಲಿನ ಬದಲಾವಣೆಗಳು ಕ್ರಷರ್ ಕಾರ್ಯಕ್ಷಮತೆಯ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರಬಹುದು, ಇದು ನಿಯಮಿತ ತಪಾಸಣೆ ಅತ್ಯಗತ್ಯ.
ಅತಿಯಾದ ಫೀಡ್ ಮತ್ತು ದಂಡದ ವಿಷಯದ ಪ್ರಭಾವ
ದವಡೆಯ ತಟ್ಟೆ ಮತ್ತು ಲೈನರ್ ಸವೆತದಲ್ಲಿ ಫೀಡ್ ಗಾತ್ರದ ವಿತರಣೆಯು ಪ್ರಮುಖ ಪಾತ್ರ ವಹಿಸುತ್ತದೆ. ಅತಿ ಗಾತ್ರದ ಬಂಡೆಗಳು ದವಡೆಯ ತಟ್ಟೆಗಳ ಮೇಲೆ ಕೇಂದ್ರೀಕೃತ ಪ್ರಭಾವ ವಲಯಗಳನ್ನು ಸೃಷ್ಟಿಸುತ್ತವೆ. ಈ ಪರಿಣಾಮಗಳು ಅಸಮವಾದ ಸವೆತವನ್ನು ಉಂಟುಮಾಡುತ್ತವೆ, ಕೆಲವು ಪ್ರದೇಶಗಳು ಇತರರಿಗಿಂತ ವೇಗವಾಗಿ ಸವೆಯುತ್ತವೆ. ದೊಡ್ಡ ಕಣಗಳು ಕ್ರಷರ್ ಅನ್ನು ಪ್ರವೇಶಿಸಿದಾಗ, ಅವು ಗೀರುವ ಸವೆತಕ್ಕೂ ಕಾರಣವಾಗಬಹುದು, ಇದು ಆಳವಾದ ಚಡಿಗಳು ಮತ್ತು ಹೊಂಡಗಳಿಗೆ ಕಾರಣವಾಗುತ್ತದೆ.
ಫೀಡ್ನಲ್ಲಿ ಹೆಚ್ಚುವರಿ ಸೂಕ್ಷ್ಮ ಅಂಶಗಳು ವಿಭಿನ್ನ ಸವಾಲನ್ನು ಒಡ್ಡುತ್ತವೆ. ಸೂಕ್ಷ್ಮ ಕಣಗಳು ದೊಡ್ಡ ಬಂಡೆಗಳ ನಡುವಿನ ಅಂತರವನ್ನು ತುಂಬಬಹುದು, ಅಡೆತಡೆಗಳ ಅಪಾಯವನ್ನು ಹೆಚ್ಚಿಸಬಹುದು. ಈ ಅಡೆತಡೆಗಳು ಕ್ರಷರ್ ಅನ್ನು ಹೆಚ್ಚು ಶ್ರಮಿಸುವಂತೆ ಒತ್ತಾಯಿಸುತ್ತದೆ, ಉಡುಗೆ ಭಾಗಗಳ ಮೇಲೆ ತಾಪಮಾನ ಮತ್ತು ಒತ್ತಡವನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ. ಕಾಲಾನಂತರದಲ್ಲಿ, ಇದು ಅಪಘರ್ಷಕ ಮತ್ತು ಆಯಾಸದ ಸವೆತವನ್ನು ವೇಗಗೊಳಿಸುತ್ತದೆ, ವಿಶೇಷವಾಗಿ ದಂಡಗಳು ಅಪಘರ್ಷಕ ಖನಿಜಗಳನ್ನು ಹೊಂದಿದ್ದರೆ.
ನಿರ್ವಾಹಕರು ಈ ಅಪಾಯಗಳನ್ನು ಈ ಮೂಲಕ ನಿರ್ವಹಿಸಬಹುದು:
- ಕ್ರಷರ್ಗೆ ಪ್ರವೇಶಿಸುವ ಮೊದಲು ಅತಿಯಾದ ಸೂಕ್ಷ್ಮ ಅಂಶಗಳನ್ನು ತೆಗೆದುಹಾಕಲು ಫೀಡ್ ವಸ್ತುವನ್ನು ಸ್ಕ್ರೀನಿಂಗ್ ಮಾಡುವುದು.
- ಹಾದುಹೋಗುವ ವಸ್ತುಗಳ ಗಾತ್ರವನ್ನು ನಿಯಂತ್ರಿಸಲು ಮುಚ್ಚಿದ ಬದಿಯ ಸೆಟ್ಟಿಂಗ್ (CSS) ಅನ್ನು ಹೊಂದಿಸುವುದು.
- ಗಾತ್ರದ ಬಂಡೆಗಳ ಅನುಪಾತವನ್ನು ಮೇಲ್ವಿಚಾರಣೆ ಮಾಡುವುದು ಮತ್ತು ಫೀಡ್ ವ್ಯವಸ್ಥೆಯನ್ನು ಸರಿಹೊಂದಿಸುವುದು.
ಗಮನಿಸಿ: ಸ್ಥಿರವಾದ ಫೀಡ್ ಗಾತ್ರ ಮತ್ತು ನಿಯಂತ್ರಿತ ಫೈನ್ಗಳ ಅಂಶವು ದವಡೆಯ ಪ್ಲೇಟ್ಗಳಲ್ಲಿ ಸಮನಾದ ಸವೆತವನ್ನು ಕಾಪಾಡಿಕೊಳ್ಳಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ, ದವಡೆ ಕ್ರಷರ್ ಯಂತ್ರದ ದಕ್ಷತೆ ಮತ್ತು ಜೀವಿತಾವಧಿಯನ್ನು ಸುಧಾರಿಸುತ್ತದೆ.
ತೇವಾಂಶ-ಸಂಬಂಧಿತ ಉಡುಗೆ ಕಾರ್ಯವಿಧಾನಗಳು
ಫೀಡ್ ವಸ್ತುವಿನಲ್ಲಿರುವ ತೇವಾಂಶವು ಕಾರ್ಯಾಚರಣೆಯ ಸಮಯದಲ್ಲಿ ಜಾ ಕ್ರಷರ್ ಭಾಗಗಳು ಹೇಗೆ ಸವೆಯುತ್ತವೆ ಎಂಬುದನ್ನು ಬದಲಾಯಿಸಬಹುದು. ಕ್ರಷರ್ನ ಒಳಗಿನ ಪರಿಸ್ಥಿತಿಗಳನ್ನು ಅವಲಂಬಿಸಿ ನೀರು ಲೂಬ್ರಿಕಂಟ್ ಮತ್ತು ಸವೆಯುವಿಕೆಗೆ ವೇಗವರ್ಧಕವಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತದೆ. ಒಣಗಿದ, ಮುಕ್ತವಾಗಿ ಹರಿಯುವ ಬಂಡೆಗಳಿಗೆ ಹೋಲಿಸಿದರೆ ಆರ್ದ್ರ ಅಥವಾ ಜಿಗುಟಾದ ವಸ್ತುಗಳನ್ನು ಸಂಸ್ಕರಿಸುವಾಗ ನಿರ್ವಾಹಕರು ಸಾಮಾನ್ಯವಾಗಿ ವಿಭಿನ್ನ ಸವೆತ ಮಾದರಿಗಳನ್ನು ನೋಡುತ್ತಾರೆ.
ಉಡುಗೆಗಳ ಮೇಲೆ ತೇವಾಂಶದ ನೇರ ಪರಿಣಾಮಗಳು:
- ನೀರು ಬಂಡೆ ಮತ್ತು ದವಡೆಯ ತಟ್ಟೆಯ ನಡುವೆ ತೆಳುವಾದ ಪದರವನ್ನು ರಚಿಸಬಹುದು. ಈ ಪದರವು ಕೆಲವೊಮ್ಮೆ ಘರ್ಷಣೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ, ಇದು ಅಪಘರ್ಷಕ ಸವೆತವನ್ನು ನಿಧಾನಗೊಳಿಸುತ್ತದೆ.
- ಅನೇಕ ಸಂದರ್ಭಗಳಲ್ಲಿ, ತೇವಾಂಶವು ಸೂಕ್ಷ್ಮ ಕಣಗಳು ಮತ್ತು ಜೇಡಿಮಣ್ಣಿನೊಂದಿಗೆ ಬೆರೆಯುತ್ತದೆ. ಈ ಮಿಶ್ರಣವು ದವಡೆಯ ಫಲಕಗಳು ಮತ್ತು ಲೈನರ್ಗಳಿಗೆ ಅಂಟಿಕೊಳ್ಳುವ ಜಿಗುಟಾದ ಪೇಸ್ಟ್ ಅನ್ನು ರೂಪಿಸುತ್ತದೆ.
- ಜಿಗುಟಾದ ವಸ್ತುವು "ಪ್ಯಾನ್ಕೇಕಿಂಗ್" ಗೆ ಕಾರಣವಾಗುತ್ತದೆ, ಅಲ್ಲಿ ಕ್ರಷರ್ ಮೇಲ್ಮೈಗಳಲ್ಲಿ ಒದ್ದೆಯಾದ ಸೂಕ್ಷ್ಮ ಪದರಗಳು ನಿರ್ಮಾಣವಾಗುತ್ತವೆ. ಈ ಪದರಗಳು ಅಪಘರ್ಷಕ ಕಣಗಳನ್ನು ಹಿಡಿದಿಟ್ಟುಕೊಳ್ಳುತ್ತವೆ ಮತ್ತು ಲೋಹದ ವಿರುದ್ಧ ರುಬ್ಬುವ ಕ್ರಿಯೆಯನ್ನು ಹೆಚ್ಚಿಸುತ್ತವೆ.
ಪರೋಕ್ಷ ಪರಿಣಾಮಗಳು ಮತ್ತು ದ್ವಿತೀಯಕ ಹಾನಿ:
- ತೇವಾಂಶವು ಸವೆತವನ್ನು ಉತ್ತೇಜಿಸುತ್ತದೆ, ವಿಶೇಷವಾಗಿ ನೀರಿನೊಂದಿಗೆ ಪ್ರತಿಕ್ರಿಯಿಸುವ ಖನಿಜಗಳೊಂದಿಗೆ ಸಂಯೋಜಿಸಿದಾಗ. ಸವೆತವು ದವಡೆಯ ಫಲಕಗಳು ಮತ್ತು ಲೈನರ್ಗಳ ಮೇಲ್ಮೈಯನ್ನು ದುರ್ಬಲಗೊಳಿಸುತ್ತದೆ, ಇದು ಯಾಂತ್ರಿಕ ಉಡುಗೆಗೆ ಹೆಚ್ಚು ಗುರಿಯಾಗುವಂತೆ ಮಾಡುತ್ತದೆ.
- ಒದ್ದೆಯಾದ ಫೀಡ್ ವಸ್ತುವು ಹೆಚ್ಚಾಗಿ ಅಡಚಣೆಗಳಿಗೆ ಕಾರಣವಾಗುತ್ತದೆ. ಕ್ರಷರ್ ಜಾಮ್ ಆದಾಗ, ಯಂತ್ರವು ಅಡಚಣೆಯನ್ನು ತೆರವುಗೊಳಿಸಲು ಹೆಚ್ಚು ಶ್ರಮಿಸಬೇಕಾಗುತ್ತದೆ. ಈ ಹೆಚ್ಚುವರಿ ಬಲವು ಸವೆದ ಭಾಗಗಳ ಮೇಲೆ ಒತ್ತಡವನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ.
- ಹೆಚ್ಚಿನ ತೇವಾಂಶವು ಅಸಮವಾದ ಸವೆತಕ್ಕೆ ಕಾರಣವಾಗಬಹುದು. ದವಡೆಯ ತಟ್ಟೆಯ ಕೆಲವು ಭಾಗಗಳು ಒದ್ದೆಯಾದ ವಸ್ತುಗಳಿಂದ ಮುಚ್ಚಲ್ಪಟ್ಟಿರಬಹುದು, ಆದರೆ ಇತರವುಗಳು ತೆರೆದಿರುತ್ತವೆ. ಈ ವ್ಯತ್ಯಾಸವು ತೇಪೆಯ ಸವೆತ ಮಾದರಿಗಳಿಗೆ ಕಾರಣವಾಗುತ್ತದೆ ಮತ್ತು ಭಾಗಗಳ ಒಟ್ಟಾರೆ ಜೀವಿತಾವಧಿಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ.
ಸೂಚನೆ:ನಿರ್ವಾಹಕರು ಫೀಡ್ನಲ್ಲಿನ ತೇವಾಂಶ ಮತ್ತು ದಂಡಗಳ ಪ್ರಕಾರ ಎರಡನ್ನೂ ಮೇಲ್ವಿಚಾರಣೆ ಮಾಡಬೇಕು. ಹೆಚ್ಚಿನ ನೀರಿನ ಅಂಶವಿರುವ ಜೇಡಿಮಣ್ಣಿನಿಂದ ಕೂಡಿದ ವಸ್ತುಗಳು ಶುದ್ಧ, ಒದ್ದೆಯಾದ ಮರಳಿಗಿಂತ ಹೆಚ್ಚು ತೀವ್ರವಾದ ಸವೆತವನ್ನು ಉಂಟುಮಾಡುತ್ತವೆ.
ಸಾಮಾನ್ಯ ತೇವಾಂಶ-ಸಂಬಂಧಿತ ಉಡುಗೆ ಕಾರ್ಯವಿಧಾನಗಳು:
| ಕಾರ್ಯವಿಧಾನ | ವಿವರಣೆ | ವಿಶಿಷ್ಟ ಫಲಿತಾಂಶ |
|---|---|---|
| ನಯಗೊಳಿಸುವ ಪರಿಣಾಮ | ನೀರಿನ ಪದರವು ಘರ್ಷಣೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ | ನಿಧಾನವಾದ ಅಪಘರ್ಷಕ ಉಡುಗೆ |
| ಪ್ಯಾನ್ಕೇಕಿಂಗ್/ಬಿಲ್ಡ್-ಅಪ್ | ಜಿಗುಟಾದ ಸೂಕ್ಷ್ಮ ದ್ರವ್ಯಗಳು ಮೇಲ್ಮೈಗಳಿಗೆ ಅಂಟಿಕೊಳ್ಳುತ್ತವೆ. | ಹೆಚ್ಚಿದ ರುಬ್ಬುವಿಕೆ ಮತ್ತು ಸವೆತ |
| ನಾಶಕಾರಿ ಉಡುಗೆ | ನೀರು ಮತ್ತು ಖನಿಜಗಳು ರಾಸಾಯನಿಕ ಕ್ರಿಯೆಗಳಿಗೆ ಕಾರಣವಾಗುತ್ತವೆ. | ತುಕ್ಕು ಹಿಡಿಯುವುದು, ಹೊಂಡ ತೆಗೆಯುವುದು, ಮೇಲ್ಮೈ ನಷ್ಟ |
| ಅಡಚಣೆ-ಪ್ರೇರಿತ ಒತ್ತಡ | ಒದ್ದೆಯಾದ ವಸ್ತು ಕ್ರಷರ್ ಅನ್ನು ಮುಚ್ಚಿಹಾಕುತ್ತದೆ, ಹೊರೆ ಹೆಚ್ಚಿಸುತ್ತದೆ | ವೇಗವರ್ಧಿತ ಆಯಾಸ ಮತ್ತು ಸವೆತ |
| ಅಸಮ ಉಡುಗೆ ಮಾದರಿಗಳು | ತೇವಾಂಶವು ಕೆಲವು ಪ್ರದೇಶಗಳನ್ನು ರಕ್ಷಿಸುತ್ತದೆ, ಇತರವುಗಳನ್ನು ಒಡ್ಡುತ್ತದೆ | ಅಸಮ, ಅನಿರೀಕ್ಷಿತ ಉಡುಗೆ |
ತೇವಾಂಶ-ಸಂಬಂಧಿತ ಉಡುಗೆಗಳನ್ನು ನಿರ್ವಹಿಸಲು ಪ್ರಾಯೋಗಿಕ ಹಂತಗಳು:
- ಪುಡಿಮಾಡುವ ಮೊದಲು ಹೆಚ್ಚುವರಿ ಸೂಕ್ಷ್ಮ ಮತ್ತು ಜೇಡಿಮಣ್ಣನ್ನು ತೆಗೆದುಹಾಕಲು ನಿರ್ವಾಹಕರು ಫೀಡ್ ವಸ್ತುಗಳನ್ನು ಮೊದಲೇ ಪರೀಕ್ಷಿಸಬಹುದು.
- ತೇವಾಂಶ ಸಂವೇದಕಗಳನ್ನು ಸ್ಥಾಪಿಸುವುದರಿಂದ ಫೀಡ್ ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿನ ಬದಲಾವಣೆಗಳನ್ನು ಪತ್ತೆಹಚ್ಚಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ.
- ಚ್ಯೂಟ್ಗಳು ಮತ್ತು ಕ್ರಷರ್ ಮೇಲ್ಮೈಗಳಲ್ಲಿ ಆಂಟಿ-ಸ್ಟಿಕ್ ಲೈನರ್ಗಳು ಅಥವಾ ಲೇಪನಗಳನ್ನು ಬಳಸುವುದರಿಂದ ವಸ್ತುಗಳ ಸಂಗ್ರಹ ಕಡಿಮೆಯಾಗುತ್ತದೆ.
- ನಿಯಮಿತ ಶುಚಿಗೊಳಿಸುವಿಕೆ ಮತ್ತು ತಪಾಸಣೆಯು ತುಕ್ಕು ಮತ್ತು ಅಡೆತಡೆಗಳಿಂದ ದೀರ್ಘಕಾಲೀನ ಹಾನಿಯನ್ನು ತಡೆಯುತ್ತದೆ.
ಸಲಹೆ:ಫೀಡ್ನಲ್ಲಿ ತೇವಾಂಶ ಮತ್ತು ಸೂಕ್ಷ್ಮತೆಯನ್ನು ನಿಯಂತ್ರಿಸುವ ನಿರ್ವಾಹಕರು ದವಡೆ ಕ್ರಷರ್ ಭಾಗಗಳ ಜೀವಿತಾವಧಿಯನ್ನು ವಿಸ್ತರಿಸಬಹುದು ಮತ್ತು ಯೋಜಿತವಲ್ಲದ ಅಲಭ್ಯತೆಯನ್ನು ಕಡಿಮೆ ಮಾಡಬಹುದು.
ಕೈಗಾರಿಕಾ ಕ್ರಷಿಂಗ್ನಲ್ಲಿ ತೇವಾಂಶ-ಸಂಬಂಧಿತ ಉಡುಗೆ ಕಾರ್ಯವಿಧಾನಗಳು ವಿಶಿಷ್ಟ ಸವಾಲುಗಳನ್ನು ಒಡ್ಡುತ್ತವೆ. ಈ ಪರಿಣಾಮಗಳನ್ನು ಅರ್ಥಮಾಡಿಕೊಳ್ಳುವ ಮೂಲಕ, ನಿರ್ವಾಹಕರು ಫೀಡ್ ತಯಾರಿಕೆ, ಕ್ರಷರ್ ಸೆಟ್ಟಿಂಗ್ಗಳು ಮತ್ತು ನಿರ್ವಹಣಾ ವೇಳಾಪಟ್ಟಿಗಳ ಬಗ್ಗೆ ಉತ್ತಮ ನಿರ್ಧಾರಗಳನ್ನು ತೆಗೆದುಕೊಳ್ಳಬಹುದು. ಈ ಜ್ಞಾನವು ದೀರ್ಘಾವಧಿಯ ಭಾಗ ಬಾಳಿಕೆ ಮತ್ತು ಹೆಚ್ಚು ವಿಶ್ವಾಸಾರ್ಹ ಕ್ರಷರ್ ಕಾರ್ಯಕ್ಷಮತೆಗೆ ಕಾರಣವಾಗುತ್ತದೆ.
ಕೈಗಾರಿಕಾ ಪ್ರಕರಣ ಅಧ್ಯಯನಗಳು: ಜಾ ಕ್ರಷರ್ ಯಂತ್ರದ ಕಾರ್ಯಕ್ಷಮತೆ

ಹೆಚ್ಚಿನ ಗಡಸುತನದ ಅದಿರು ಸಂಸ್ಕರಣೆ
ಗಣಿಗಾರಿಕೆ ಕಾರ್ಯಾಚರಣೆಗಳು ಹೆಚ್ಚಾಗಿ ಗ್ರಾನೈಟ್ ಅಥವಾ ಕ್ವಾರ್ಟ್ಜೈಟ್ನಂತಹ ಹೆಚ್ಚಿನ ಗಡಸುತನ ಹೊಂದಿರುವ ಅದಿರುಗಳನ್ನು ಸಂಸ್ಕರಿಸುತ್ತವೆ. ಈ ವಸ್ತುಗಳು ದವಡೆ ಕ್ರಷರ್ ಭಾಗಗಳ ಮೇಲೆ ತೀವ್ರ ಒತ್ತಡವನ್ನು ಬೀರುತ್ತವೆ. ಈ ಗಟ್ಟಿಯಾದ ಬಂಡೆಗಳನ್ನು ಪುಡಿಮಾಡುವಾಗ ದವಡೆ ಫಲಕಗಳು ಮತ್ತು ಲೈನರ್ಗಳು ವೇಗವಾಗಿ ಸವೆಯುವುದನ್ನು ನಿರ್ವಾಹಕರು ಗಮನಿಸುತ್ತಾರೆ. ಹೆಚ್ಚಿನ ಮ್ಯಾಂಗನೀಸ್ ಉಕ್ಕಿನ ಫಲಕಗಳು ಬಳಕೆಯ ಸಮಯದಲ್ಲಿ ಗಟ್ಟಿಯಾಗುವುದರಿಂದ ಈ ಸವೆತವನ್ನು ವಿರೋಧಿಸಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ. ಒಂದು ಗಣಿಗಾರಿಕೆ ಸ್ಥಳದಲ್ಲಿ, ನಿರ್ವಾಹಕರು ವಿಶೇಷ ಹಲ್ಲಿನ ಪ್ರೊಫೈಲ್ನೊಂದಿಗೆ ಕಸ್ಟಮ್ ದವಡೆ ಫಲಕಗಳಿಗೆ ಬದಲಾಯಿಸಿದರು. ಈ ಬದಲಾವಣೆಯು ಉಡುಗೆ ಜೀವಿತಾವಧಿಯನ್ನು ಸುಧಾರಿಸಿತು ಮತ್ತು ನಿರ್ವಹಣೆಗಾಗಿ ಸ್ಥಗಿತಗೊಳಿಸುವಿಕೆಯ ಸಂಖ್ಯೆಯನ್ನು ಕಡಿಮೆ ಮಾಡಿತು. ನಿಯಮಿತ ತಪಾಸಣೆ ಮತ್ತು ಧರಿಸಿರುವ ಭಾಗಗಳ ಸಕಾಲಿಕ ಬದಲಿ ಕ್ರಷರ್ ಸರಾಗವಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುವಂತೆ ಮಾಡಿತು. ಯಂತ್ರವು ಓವರ್ಲೋಡ್ ಆಗುವುದನ್ನು ತಪ್ಪಿಸಲು ನಿರ್ವಾಹಕರು ಫೀಡ್ ವ್ಯವಸ್ಥೆಯನ್ನು ಸಹ ಸರಿಹೊಂದಿಸಿದರು.
ಅಪಘರ್ಷಕ ಒಟ್ಟು ಉತ್ಪಾದನೆ
ಬಸಾಲ್ಟ್ ಅಥವಾ ಸ್ಫಟಿಕ ಶಿಲೆ-ಭರಿತ ಜಲ್ಲಿಕಲ್ಲುಗಳನ್ನು ಪುಡಿ ಮಾಡುವಂತಹ ಅಪಘರ್ಷಕ ಸಮುಚ್ಚಯ ಉತ್ಪಾದನೆಯು ದವಡೆ ಕ್ರಷರ್ ಭಾಗಗಳಿಗೆ ಕಠಿಣ ವಾತಾವರಣವನ್ನು ಸೃಷ್ಟಿಸುತ್ತದೆ. ಈ ಸೆಟ್ಟಿಂಗ್ಗಳಲ್ಲಿ ನಿರ್ವಾಹಕರು ಹೆಚ್ಚಿನ ಸವೆತ ಮತ್ತು ಪ್ರಭಾವದ ಬಲಗಳನ್ನು ನೋಡುತ್ತಾರೆ. ಅದರ ಕೆಲಸ-ಗಟ್ಟಿಯಾಗಿಸುವ ಗುಣಲಕ್ಷಣಗಳಿಂದಾಗಿ ಅವರು ದವಡೆಯ ಫಲಕಗಳಿಗೆ ಮ್ಯಾಂಗನೀಸ್ ಉಕ್ಕಿನಂತಹ ಉತ್ತಮ-ಗುಣಮಟ್ಟದ ವಸ್ತುಗಳನ್ನು ಬಳಸುತ್ತಾರೆ. ಫಲಕಗಳ ಆಕಾರ ಮತ್ತು ಹಲ್ಲಿನ ಪ್ರೊಫೈಲ್ ಉಡುಗೆಯನ್ನು ನಿರ್ವಹಿಸುವಲ್ಲಿ ಪ್ರಮುಖ ಪಾತ್ರ ವಹಿಸುತ್ತದೆ. ನಿರ್ದಿಷ್ಟ ಸಮುಚ್ಚಯಕ್ಕಾಗಿ ಉಡುಗೆ ಭಾಗಗಳನ್ನು ಕಸ್ಟಮೈಸ್ ಮಾಡುವುದು ಉಡುಗೆಯನ್ನು ಹೆಚ್ಚು ಸಮವಾಗಿ ವಿತರಿಸಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ ಮತ್ತು ದಕ್ಷತೆಯನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ. ಈ ಪರಿಸರಗಳಲ್ಲಿ ನಿರ್ವಾಹಕರು ಕಟ್ಟುನಿಟ್ಟಾದ ನಿರ್ವಹಣಾ ವೇಳಾಪಟ್ಟಿಗಳನ್ನು ಅನುಸರಿಸುತ್ತಾರೆ. ಅನಿರೀಕ್ಷಿತ ವೈಫಲ್ಯಗಳನ್ನು ತಡೆಗಟ್ಟಲು ಅವರು ಸರಿಯಾದ ಸಮಯದಲ್ಲಿ ಭಾಗಗಳನ್ನು ಬದಲಾಯಿಸುತ್ತಾರೆ.
- ದವಡೆ ಕ್ರಷರ್ ವೇರ್ ಭಾಗಗಳು ಅಪಘರ್ಷಕ ಒಟ್ಟು ಉತ್ಪಾದನೆಯಲ್ಲಿ ಗಮನಾರ್ಹವಾದ ಸವೆತ ಮತ್ತು ಪ್ರಭಾವದ ಬಲಗಳನ್ನು ಎದುರಿಸುತ್ತವೆ.
- ಉತ್ತಮ ಗುಣಮಟ್ಟದ ವಸ್ತುಗಳು ಮತ್ತು ಕಸ್ಟಮ್ ವಿನ್ಯಾಸಗಳು ಸವೆತವನ್ನು ವಿರೋಧಿಸಲು ಮತ್ತು ದಕ್ಷತೆಯನ್ನು ಸುಧಾರಿಸಲು ಸಹಾಯ ಮಾಡುತ್ತವೆ.
- ಉಡುಗೆ ಬಾಳಿಕೆಯನ್ನು ಅತ್ಯುತ್ತಮವಾಗಿಸಲು ನಿರ್ವಹಣಾ ಸಮಯವು ನಿರ್ಣಾಯಕವಾಗಿದೆ.
ಕೆಳಗಿನ ಕೋಷ್ಟಕವು ಅಪಘರ್ಷಕ ಮತ್ತು ಕಡಿಮೆ ಅಪಘರ್ಷಕ ಅನ್ವಯಿಕೆಗಳ ನಡುವಿನ ವ್ಯತ್ಯಾಸಗಳನ್ನು ಸಂಕ್ಷೇಪಿಸುತ್ತದೆ:
| ಅಪ್ಲಿಕೇಶನ್ ಪ್ರಕಾರ | ಉಡುಗೆ ದರ | ಬಳಸಿದ ವಸ್ತು | ನಿರ್ವಹಣೆ ಅಗತ್ಯತೆಗಳು |
|---|---|---|---|
| ಅಪಘರ್ಷಕ ಒಟ್ಟು | ಹೆಚ್ಚಿನ | ಮ್ಯಾಂಗನೀಸ್ ಸ್ಟೀಲ್ | ಆಗಾಗ್ಗೆ, ನಿಗದಿತ |
| ಕಡಿಮೆ ಸವೆತ ನಿರೋಧಕ | ಕೆಳಭಾಗ | ಪ್ರಮಾಣಿತ ಮಿಶ್ರಲೋಹಗಳು | ಕಡಿಮೆ ಬಾರಿ |
ಮರುಬಳಕೆ ಅಪ್ಲಿಕೇಶನ್ಗಳಲ್ಲಿ ವೇರಿಯಬಲ್ ಫೀಡ್ ಗಾತ್ರ
ಮರುಬಳಕೆ ಕಾರ್ಯಾಚರಣೆಗಳು ಸಾಮಾನ್ಯವಾಗಿ ಗಾತ್ರ ಮತ್ತು ಆಕಾರದಲ್ಲಿ ಬದಲಾಗುವ ಫೀಡ್ ವಸ್ತುಗಳೊಂದಿಗೆ ವ್ಯವಹರಿಸುತ್ತವೆ. ಈ ವ್ಯತ್ಯಾಸವು ದವಡೆ ಕ್ರಷರ್ ಯಂತ್ರದ ಕಾರ್ಯಕ್ಷಮತೆ ಮತ್ತು ಭಾಗದ ದೀರ್ಘಾಯುಷ್ಯದ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ. ಫೀಡ್ ದೊಡ್ಡ ಅಥವಾ ವಿಚಿತ್ರ ಆಕಾರದ ತುಣುಕುಗಳನ್ನು ಹೊಂದಿರುವಾಗ ನಿರ್ವಾಹಕರು ಕೆಲವೊಮ್ಮೆ ಅಡಚಣೆ ಅಥವಾ ಯಂತ್ರದ ನಿಲುಗಡೆಯನ್ನು ನೋಡುತ್ತಾರೆ. ಕ್ರಷರ್ ದವಡೆಯ ಸ್ಥಳಾಂತರವು ಫೀಡ್ನ ಎತ್ತರದೊಂದಿಗೆ ಬದಲಾಗುತ್ತದೆ, ಇದು ದಕ್ಷತೆಯ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ. ಮರುಬಳಕೆಗಾಗಿ ದವಡೆ ಕ್ರಷರ್ ಅನ್ನು ಆಯ್ಕೆ ಮಾಡುವ ಮೊದಲು, ನಿರ್ವಾಹಕರು ವಸ್ತು ಗುಣಲಕ್ಷಣಗಳು ಮತ್ತು ನಿರೀಕ್ಷಿತ ಫೀಡ್ ಗಾತ್ರವನ್ನು ವಿಶ್ಲೇಷಿಸುತ್ತಾರೆ. ಶಕ್ತಿಯ ಬಳಕೆಯು ವಸ್ತುವಿನ ಬಲ ಮತ್ತು ಕ್ರಷರ್ನ ದ್ಯುತಿರಂಧ್ರದ ಗಾತ್ರವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ. ಹೆಚ್ಚಿನ ಸಾಮರ್ಥ್ಯದ ಕಾಂಕ್ರೀಟ್ ಅನ್ನು ಪುಡಿಮಾಡುವುದು ಮೃದುವಾದ ವಸ್ತುಗಳಿಗಿಂತ ಹೆಚ್ಚಿನ ಶಕ್ತಿಯನ್ನು ಬಳಸುತ್ತದೆ. ಸಣ್ಣ ದ್ಯುತಿರಂಧ್ರ ಗಾತ್ರಗಳು ಶಕ್ತಿಯ ಬಳಕೆಯನ್ನು ಹೆಚ್ಚಿಸುತ್ತವೆ. ಈ ಅಂಶಗಳು ವೇರಿಯಬಲ್ ಫೀಡ್ ಗಾತ್ರ ಮತ್ತು ವಸ್ತು ಗುಣಲಕ್ಷಣಗಳು ಕ್ರಷರ್ ಕಾರ್ಯಕ್ಷಮತೆ ಮತ್ತು ಉಡುಗೆ ಭಾಗದ ಜೀವಿತಾವಧಿಯಲ್ಲಿ ದೊಡ್ಡ ಪಾತ್ರವನ್ನು ವಹಿಸುತ್ತವೆ ಎಂದು ತೋರಿಸುತ್ತವೆ.
ಫೀಡ್ ಗಾತ್ರವನ್ನು ಮೇಲ್ವಿಚಾರಣೆ ಮಾಡುವ ಮತ್ತು ಕ್ರಷರ್ ಸೆಟ್ಟಿಂಗ್ಗಳನ್ನು ಹೊಂದಿಸುವ ನಿರ್ವಾಹಕರು ಸವೆತವನ್ನು ಕಡಿಮೆ ಮಾಡಬಹುದು ಮತ್ತು ಮರುಬಳಕೆ ಅನ್ವಯಿಕೆಗಳಲ್ಲಿ ದಕ್ಷತೆಯನ್ನು ಸುಧಾರಿಸಬಹುದು.
ಜಾ ಕ್ರಷರ್ ಯಂತ್ರ ಕಾರ್ಯಾಚರಣೆಯಲ್ಲಿ ಉಡುಗೆಗಳ ಮೇಲ್ವಿಚಾರಣೆ ಮತ್ತು ಕಡಿಮೆ ಮಾಡುವುದು
ಜಾ ಪ್ಲೇಟ್ ಮತ್ತು ಲೈನರ್ ವಸ್ತುಗಳನ್ನು ಆಯ್ಕೆ ಮಾಡುವುದು
ಸರಿಯಾದದನ್ನು ಆರಿಸುವುದುದವಡೆಯ ತಟ್ಟೆ ಮತ್ತು ಲೈನರ್ ವಸ್ತುಗಳುಕೈಗಾರಿಕಾ ಕ್ರಷರ್ಗಳಲ್ಲಿ ಸವೆತವನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಇದು ಅತ್ಯಗತ್ಯ. ನಿರ್ವಾಹಕರು ಸಾಮಾನ್ಯವಾಗಿ ಫೀಡ್ನ ಗಡಸುತನ ಮತ್ತು ಅಪಘರ್ಷಕತೆಯನ್ನು ಆಧರಿಸಿ ಮ್ಯಾಂಗನೀಸ್ ಉಕ್ಕಿನ ಶ್ರೇಣಿಗಳನ್ನು ಆಯ್ಕೆ ಮಾಡುತ್ತಾರೆ. ಕೆಳಗಿನ ಕೋಷ್ಟಕವು ಸಾಮಾನ್ಯ ವಸ್ತುಗಳು ಮತ್ತು ಅವುಗಳ ಕಾರ್ಯಕ್ಷಮತೆಯನ್ನು ಹೋಲಿಸುತ್ತದೆ:
| ವಸ್ತು ಪ್ರಕಾರ | ಪ್ರಮುಖ ಗುಣಲಕ್ಷಣಗಳು | ಗಟ್ಟಿಯಾದ/ಸವೆತಯುಕ್ತ ವಸ್ತುಗಳಿಗೆ ಸೂಕ್ತತೆ | Mn18Cr2 ಗೆ ಹೋಲಿಸಿದರೆ ವೇರ್ ಲೈಫ್ |
|---|---|---|---|
| ಎಂಎನ್14ಸಿಆರ್2 | ಹೆಚ್ಚಿನ ಪ್ರಭಾವದ ಶಕ್ತಿ, ಸವೆತ ನಿರೋಧಕತೆ | ಮೃದುವಾದ ಅಥವಾ ಸವೆತವಿಲ್ಲದ ಕಲ್ಲುಗಳು | ಬೇಸ್ಲೈನ್ |
| ಎಂಎನ್18ಸಿಆರ್2 | ಅತ್ಯುತ್ತಮ ಕೆಲಸ-ಗಟ್ಟಿಯಾಗುವಿಕೆ, ಸವೆತ ನಿರೋಧಕತೆ | ಮಧ್ಯಮದಿಂದ ಕಠಿಣ, ಸವೆತ ರಹಿತ ಕಲ್ಲುಗಳು | ಬೇಸ್ಲೈನ್ |
| ಎಂಎನ್22ಸಿಆರ್2 | ಅತ್ಯುತ್ತಮ ಸವೆತ ನಿರೋಧಕತೆ, ದೀರ್ಘ ಬಾಳಿಕೆ | ಗಟ್ಟಿಯಾದ ಮತ್ತು ಅಪಘರ್ಷಕ ಕಲ್ಲುಗಳು | Mn18Cr2 ಗಿಂತ ಉದ್ದವಾಗಿದೆ |
| TIC ಒಳಸೇರಿಸುವಿಕೆಗಳು | ಅತಿ ಹೆಚ್ಚಿನ ಗಡಸುತನ, ಪರಿಣಾಮ ನಿರೋಧಕ | ತುಂಬಾ ಗಟ್ಟಿಯಾದ ಮತ್ತು ಅಪಘರ್ಷಕ ವಸ್ತುಗಳು | Mn18Cr2 ಗಿಂತ 1.5 ರಿಂದ 2.5 ಪಟ್ಟು ಉದ್ದವಾಗಿದೆ. |
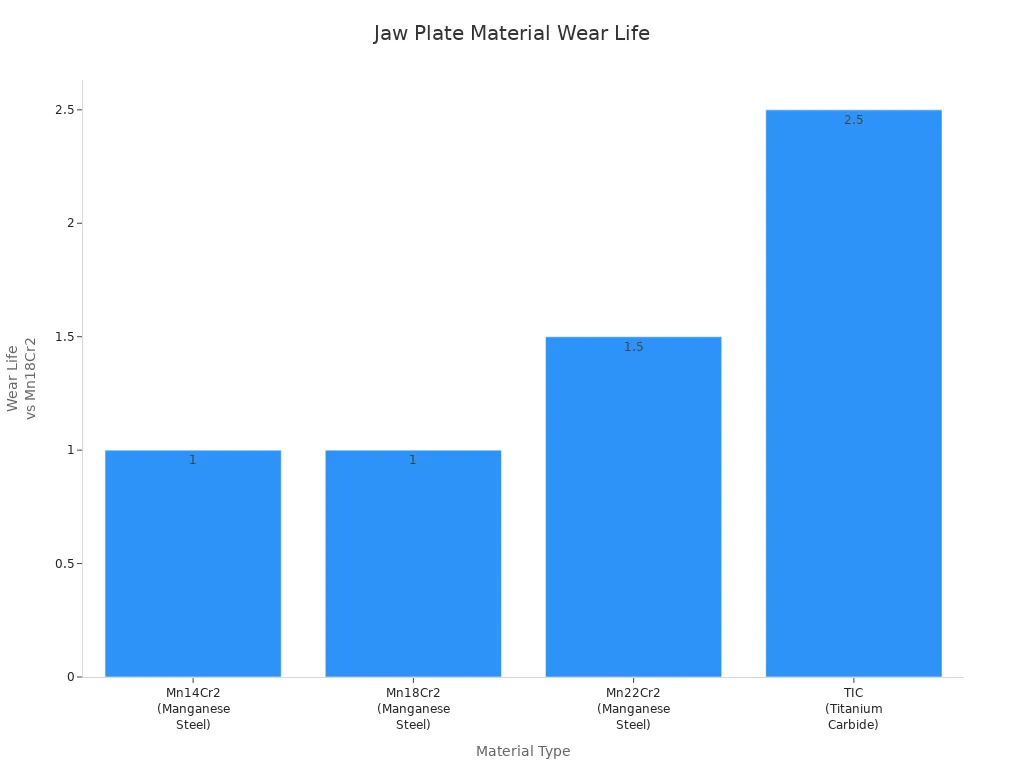
ಗಟ್ಟಿಯಾದ ಅಥವಾ ಅಪಘರ್ಷಕ ಫೀಡ್ ವಸ್ತುಗಳನ್ನು ಸಂಸ್ಕರಿಸುವ ನಿರ್ವಾಹಕರು ಸಾಮಾನ್ಯವಾಗಿ ದೀರ್ಘಾವಧಿಯ ಬಾಳಿಕೆ ಮತ್ತು ಕಡಿಮೆ ಡೌನ್ಟೈಮ್ಗಾಗಿ Mn22Cr2 ಅಥವಾ TIC ಇನ್ಸರ್ಟ್ ಪ್ಲೇಟ್ಗಳನ್ನು ಆಯ್ಕೆ ಮಾಡುತ್ತಾರೆ.
ಕ್ರಷರ್ ಸೆಟ್ಟಿಂಗ್ಗಳು ಮತ್ತು ಫೀಡ್ ವ್ಯವಸ್ಥೆಗಳನ್ನು ಹೊಂದಿಸುವುದು
ಸರಿಯಾದ ಕ್ರಷರ್ ಸೆಟ್ಟಿಂಗ್ಗಳು ಮತ್ತು ಫೀಡ್ ವ್ಯವಸ್ಥೆಗಳು ಜಾ ಪ್ಲೇಟ್ಗಳು ಮತ್ತು ಲೈನರ್ಗಳ ಜೀವಿತಾವಧಿಯನ್ನು ವಿಸ್ತರಿಸಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ. ನಿರ್ವಾಹಕರು ಹಲವಾರು ತಂತ್ರಗಳನ್ನು ಬಳಸುತ್ತಾರೆ:
- ಇನ್-ಲೈನ್ ಫೀಡಿಂಗ್ ಕ್ರಷರ್ ತೆರೆಯುವಿಕೆಯೊಂದಿಗೆ ವಸ್ತುಗಳನ್ನು ಜೋಡಿಸುತ್ತದೆ, ಅಡಚಣೆ ಮತ್ತು ಅಸಮವಾದ ಉಡುಗೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ.
- ಚಾಕ್ ಫೀಡಿಂಗ್ ಚೇಂಬರ್ ಅನ್ನು ಕನಿಷ್ಠ 80% ರಷ್ಟು ತುಂಬಿರುತ್ತದೆ, ಏಕರೂಪದ ಉಡುಗೆ ಮತ್ತು ಪರಿಣಾಮಕಾರಿ ಕ್ರಶಿಂಗ್ ಅನ್ನು ಉತ್ತೇಜಿಸುತ್ತದೆ.
- ಪೂರ್ವ-ಸ್ಕ್ರೀನಿಂಗ್ ಸೂಕ್ಷ್ಮ ಮತ್ತು ದೊಡ್ಡ ಗಾತ್ರದ ವಸ್ತುಗಳನ್ನು ತೆಗೆದುಹಾಕುತ್ತದೆ, ಅಡೆತಡೆಗಳು ಮತ್ತು ಅಸಮವಾದ ಉಡುಗೆಗಳನ್ನು ತಡೆಯುತ್ತದೆ.
- ಉತ್ತಮ ಶ್ರೇಣೀಕೃತ ಫೀಡ್ ಸ್ಥಿರವಾದ ಥ್ರೋಪುಟ್ ಅನ್ನು ಖಚಿತಪಡಿಸುತ್ತದೆ ಮತ್ತು ಸ್ಥಳೀಯ ಉಡುಗೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ.
- ಫೀಡ್ನಲ್ಲಿ ಲೋಹದ ಅಂಶವನ್ನು ಸೀಮಿತಗೊಳಿಸುವುದರಿಂದ ಘಟಕಗಳನ್ನು ಹಾನಿಯಿಂದ ರಕ್ಷಿಸುತ್ತದೆ.
ಮುಚ್ಚಿದ-ಬದಿಯ ಸೆಟ್ಟಿಂಗ್ ಅನ್ನು ಹೊಂದಿಸುವುದರಿಂದ ನಿಪ್ ಕೋನ ಮತ್ತು ಪುಡಿಮಾಡುವ ದಕ್ಷತೆಯನ್ನು ನಿಯಂತ್ರಿಸುತ್ತದೆ. ಸ್ಥಿರವಾದ ಚಾಕ್ ಫೀಡಿಂಗ್ ಮತ್ತು ಸರಿಯಾದ ಸೆಟ್ಟಿಂಗ್ಗಳು ಏಕರೂಪದ ಉಡುಗೆ ದರಗಳನ್ನು ನಿರ್ವಹಿಸುತ್ತವೆ ಮತ್ತು ಜಾ ಕ್ರಷರ್ ಯಂತ್ರದ ದೀರ್ಘಾಯುಷ್ಯವನ್ನು ಸುಧಾರಿಸುತ್ತವೆ.
ನಿರ್ವಹಣೆ ತಂತ್ರಗಳು ಮತ್ತು ಉಡುಗೆ ಮಾನಿಟರಿಂಗ್
ಪರಿಣಾಮಕಾರಿ ನಿರ್ವಹಣಾ ತಂತ್ರಗಳು ಸವೆತವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ ಮತ್ತು ಅನಿರೀಕ್ಷಿತ ವೈಫಲ್ಯಗಳನ್ನು ತಡೆಯುತ್ತದೆ. ನಿರ್ವಾಹಕರು ಇವುಗಳನ್ನು ಅವಲಂಬಿಸಿರುತ್ತಾರೆ:
- ತಡೆಗಟ್ಟುವ ನಿರ್ವಹಣೆ, ಇದರಲ್ಲಿ ವೈಫಲ್ಯಗಳು ಸಂಭವಿಸುವ ಮೊದಲು ನಿಗದಿತ ತಪಾಸಣೆಗಳು ಮತ್ತು ಭಾಗ ಬದಲಾವಣೆಗಳು ಸೇರಿವೆ.
- ಮುನ್ಸೂಚಕ ನಿರ್ವಹಣೆ, ಸಂವೇದಕಗಳು ಮತ್ತು ಮೇಲ್ವಿಚಾರಣಾ ಸಾಧನಗಳನ್ನು ಬಳಸಿಕೊಂಡು ಅಸಹಜ ಪರಿಸ್ಥಿತಿಗಳನ್ನು ಮೊದಲೇ ಪತ್ತೆಹಚ್ಚುವುದು ಮತ್ತು ಸಕಾಲಿಕ ದುರಸ್ತಿಗಳನ್ನು ಯೋಜಿಸುವುದು.
- ಅಲ್ಟ್ರಾಸಾನಿಕ್ ಸಂವೇದಕಗಳು ಮತ್ತು ಟೆಲಿಮ್ಯಾಟಿಕ್ಸ್ನಂತಹ ಸುಧಾರಿತ ಮೇಲ್ವಿಚಾರಣಾ ವ್ಯವಸ್ಥೆಗಳು ಫೀಡ್ ಮಟ್ಟಗಳು ಮತ್ತು ಸಲಕರಣೆಗಳ ಸ್ಥಿತಿಯ ಕುರಿತು ನೈಜ-ಸಮಯದ ಡೇಟಾವನ್ನು ಒದಗಿಸುತ್ತವೆ.
ನಿರ್ವಾಹಕರು ಉಡುಗೆ ಪ್ರಗತಿಯನ್ನು ಪತ್ತೆಹಚ್ಚಲು ಮತ್ತು ಅಗತ್ಯವಿರುವಂತೆ ಕಾರ್ಯಾಚರಣೆಗಳನ್ನು ಹೊಂದಿಸಲು ಈ ತಂತ್ರಗಳನ್ನು ಬಳಸುತ್ತಾರೆ. ನೈಜ-ಸಮಯದ ಮೇಲ್ವಿಚಾರಣೆ ಮತ್ತು ಯಾಂತ್ರೀಕೃತಗೊಂಡವು ಸ್ಥಿರವಾದ ವಸ್ತು ಹರಿವನ್ನು ಕಾಪಾಡಿಕೊಳ್ಳಲು, ಉಡುಗೆಯನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಮತ್ತು ಕ್ರಷರ್ ಕಾರ್ಯಕ್ಷಮತೆಯನ್ನು ಸುಧಾರಿಸಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ.
ಸಲಹೆ: ಆಧುನಿಕ ಮೇಲ್ವಿಚಾರಣಾ ತಂತ್ರಜ್ಞಾನದೊಂದಿಗೆ ತಡೆಗಟ್ಟುವ ಮತ್ತು ಮುನ್ಸೂಚಕ ನಿರ್ವಹಣೆಯನ್ನು ಸಂಯೋಜಿಸುವುದರಿಂದ ದೀರ್ಘಾವಧಿಯ ಭಾಗ ಬಾಳಿಕೆ ಮತ್ತು ಕಡಿಮೆ ಯೋಜಿತವಲ್ಲದ ಸ್ಥಗಿತಗೊಳಿಸುವಿಕೆಗಳು ಕಂಡುಬರುತ್ತವೆ.
ವಿಸ್ತೃತ ಭಾಗ ಜೀವಿತಾವಧಿಗೆ ಮುನ್ಸೂಚಕ ವಿಧಾನಗಳು
ಆಧುನಿಕ ಕೈಗಾರಿಕಾ ಕಾರ್ಯಾಚರಣೆಗಳು ಜಾ ಕ್ರಷರ್ ಯಂತ್ರಗಳನ್ನು ಪರಿಣಾಮಕಾರಿಯಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುವಂತೆ ಮಾಡಲು ಭವಿಷ್ಯಸೂಚಕ ನಿರ್ವಹಣೆಯನ್ನು ಅವಲಂಬಿಸಿವೆ. ಭವಿಷ್ಯಸೂಚಕ ವಿಧಾನಗಳು ತಂತ್ರಜ್ಞಾನ ಮತ್ತು ನಿಯಮಿತ ಮೇಲ್ವಿಚಾರಣೆಯನ್ನು ಬಳಸಿಕೊಂಡು ಸಮಸ್ಯೆಗಳನ್ನು ಹಾನಿ ಮಾಡುವ ಮೊದಲು ಗುರುತಿಸುತ್ತವೆ. ನಿರ್ವಾಹಕರು ಈ ಸ್ಮಾರ್ಟ್ ಅಭ್ಯಾಸಗಳನ್ನು ಅನುಸರಿಸುವ ಮೂಲಕ ಜಾ ಕ್ರಷರ್ ಭಾಗಗಳ ಜೀವಿತಾವಧಿಯನ್ನು ವಿಸ್ತರಿಸಬಹುದು:
- ಲೂಬ್ರಿಕೇಟಿಂಗ್ ಎಣ್ಣೆಯ ತಾಪಮಾನ ಮತ್ತು ಫಿಲ್ಟರ್ ಸ್ಥಿತಿಯನ್ನು ಮೇಲ್ವಿಚಾರಣೆ ಮಾಡಲು ಸಂವೇದಕಗಳನ್ನು ಸ್ಥಾಪಿಸಿ. ಬದಲಾವಣೆಗಳ ಆರಂಭಿಕ ಪತ್ತೆ ಸಂಭಾವ್ಯ ಸಮಸ್ಯೆಗಳನ್ನು ಸೂಚಿಸುತ್ತದೆ.
- ವಿವರವಾದ ಪರಿಶೀಲನಾಪಟ್ಟಿಗಳನ್ನು ಬಳಸಿಕೊಂಡು ದೈನಂದಿನ, ಸಾಪ್ತಾಹಿಕ ಮತ್ತು ಮಾಸಿಕ ತಪಾಸಣೆಗಳನ್ನು ನಿಗದಿಪಡಿಸಿ. ನಿಯಮಿತ ತಪಾಸಣೆಗಳು ಅದು ತೀವ್ರವಾಗುವ ಮೊದಲು ಸವೆತವನ್ನು ತಡೆಗಟ್ಟಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ.
- ZGMn13 ನಂತಹ ಹೆಚ್ಚಿನ ಮ್ಯಾಂಗನೀಸ್ ಅಂಶವಿರುವ ದವಡೆ ಫಲಕಗಳನ್ನು ಆರಿಸಿ. ಈ ವಸ್ತುಗಳು ಕಠಿಣ ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ ಹೆಚ್ಚು ಕಾಲ ಬಾಳಿಕೆ ಬರುತ್ತವೆ.
- ಬೋಲ್ಟ್ಗಳು ಮತ್ತು ನಟ್ಗಳನ್ನು ಬಿಗಿಗೊಳಿಸಿ, ಮತ್ತು ಹಲ್ಲುಗಳ ತುದಿಗಳನ್ನು ಕಣಿವೆಗಳಿಗೆ ಹೊಂದಿಸಿ. ಸರಿಯಾದ ಜೋಡಣೆಯು ಅಸಮವಾದ ಸವೆತ ಮತ್ತು ಆರಂಭಿಕ ಭಾಗ ವೈಫಲ್ಯವನ್ನು ತಡೆಯುತ್ತದೆ.
- ಕಂಪನ ಕಡಿತ ಸಾಧನಗಳನ್ನು ಸೇರಿಸಿ ಮತ್ತು ಫೀಡ್ ದರವನ್ನು ನಿಯಂತ್ರಿಸಿ. ಈ ಹಂತಗಳು ಕ್ರಷರ್ ಮೇಲಿನ ಒತ್ತಡವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ ಮತ್ತು ಸವೆತವನ್ನು ನಿಧಾನಗೊಳಿಸುತ್ತದೆ.
ಮುನ್ಸೂಚಕ ನಿರ್ವಹಣೆಯನ್ನು ಬಳಸುವ ನಿರ್ವಾಹಕರು ಕಡಿಮೆ ಅನಿರೀಕ್ಷಿತ ಸ್ಥಗಿತಗಳನ್ನು ಮತ್ತು ದೀರ್ಘಾವಧಿಯ ಭಾಗವನ್ನು ನೋಡುತ್ತಾರೆ.
ನೈಜ-ಪ್ರಪಂಚದ ದತ್ತಾಂಶವು ಈ ತಂತ್ರಗಳ ಪರಿಣಾಮವನ್ನು ತೋರಿಸುತ್ತದೆ. ಕೆಳಗಿನ ಕೋಷ್ಟಕವು ಮುನ್ಸೂಚಕ ನಿರ್ವಹಣೆಯಿಂದ ಪ್ರಮುಖ ಸುಧಾರಣೆಗಳನ್ನು ಎತ್ತಿ ತೋರಿಸುತ್ತದೆ:
| ಕಾರ್ಯಕ್ಷಮತೆ ಮೆಟ್ರಿಕ್ | ಸುಧಾರಣೆಯ ಅಂಕಿಅಂಶಗಳು | ಪರಿಣಾಮದ ವಿವರಣೆ |
|---|---|---|
| ಕ್ರಷರ್ ಭಾಗಗಳ ಜೀವಿತಾವಧಿ ವಿಸ್ತರಣೆ | 30% ವರೆಗೆ | ಉತ್ತಮ ಗುಣಮಟ್ಟದ ವಸ್ತುಗಳು ಮತ್ತು ಮುನ್ಸೂಚಕ ಆರೈಕೆಯು ಬದಲಿಗಳನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ. |
| ಡೌನ್ಟೈಮ್ ಕಡಿತ | 30% ವರೆಗೆ | ಸ್ಮಾರ್ಟ್ ಸೆನ್ಸರ್ಗಳು ಮತ್ತು ಆರಂಭಿಕ ಪತ್ತೆ ಯೋಜಿತವಲ್ಲದ ನಿಲ್ದಾಣಗಳನ್ನು ಕಡಿತಗೊಳಿಸುತ್ತದೆ. |
| ನಿರ್ವಹಣಾ ವೆಚ್ಚ ಉಳಿತಾಯ | 30% ವರೆಗೆ | ಅಗತ್ಯ-ಆಧಾರಿತ ನಿರ್ವಹಣೆಯು ವೆಚ್ಚವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ. |
| ವೇರ್ ಪಾರ್ಟ್ ಜೀವಿತಾವಧಿ ವಿಸ್ತರಣೆ (AI-ಚಾಲಿತ) | 15-20% | AI ಮತ್ತು ಯಾಂತ್ರೀಕೃತಗೊಂಡವು ಬಾಳಿಕೆಯನ್ನು ಹೆಚ್ಚಿಸುತ್ತವೆ. |
| ಲೈನರ್ ಬದಲಿ ಆವರ್ತನ ಕಡಿತ | 35% | ಮುನ್ಸೂಚಕ ಸಾಧನಗಳು ಕಡಿಮೆ ಲೈನರ್ ಬದಲಾವಣೆಗಳನ್ನು ಸೂಚಿಸುತ್ತವೆ. |
| ವೇರ್ ಪಾರ್ಟ್ ಜೀವಿತಾವಧಿ ಹೆಚ್ಚಳ (ಆಟೊಮೇಷನ್) | 2 ರಿಂದ 4 ಬಾರಿ | ಸ್ವಯಂಚಾಲಿತ ಆಪ್ಟಿಮೈಸೇಶನ್ ಭಾಗದ ಜೀವಿತಾವಧಿಯನ್ನು ಬಹಳವಾಗಿ ವಿಸ್ತರಿಸುತ್ತದೆ. |
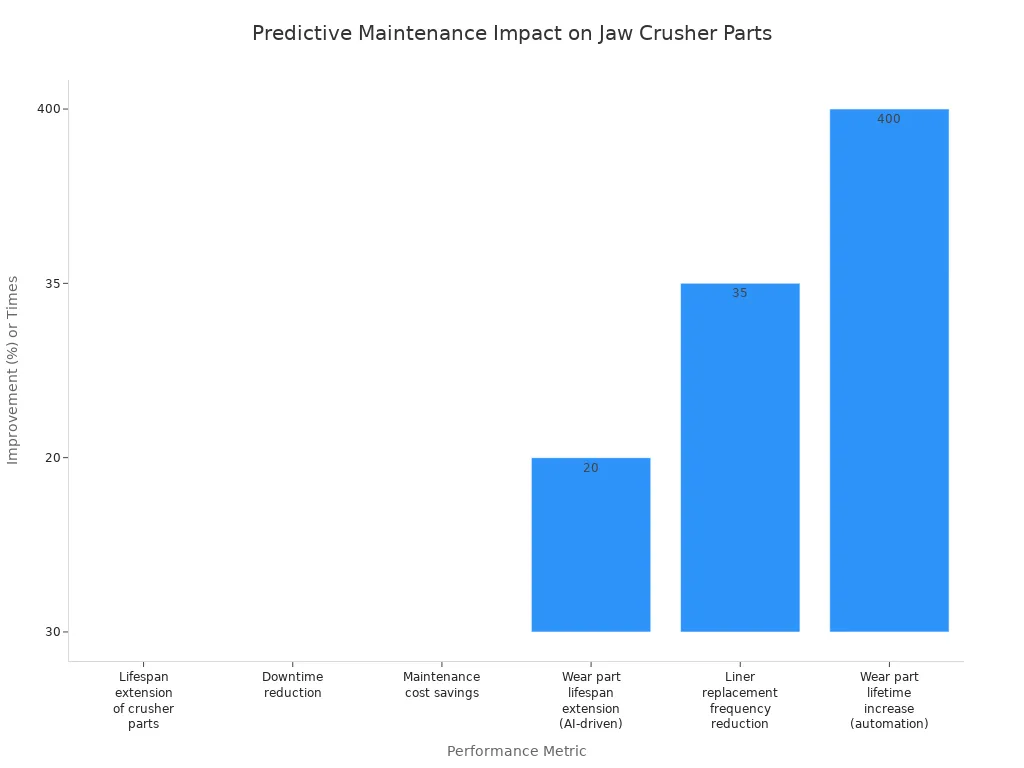
ಪ್ರಮುಖ ಕಾರ್ಯಾಚರಣೆಗಳಲ್ಲಿ ಬಳಸುವಂತಹ ಸ್ಮಾರ್ಟ್ ಕ್ರಷರ್ ನಿಯಂತ್ರಣ ವ್ಯವಸ್ಥೆಗಳು, ಉಡುಗೆ ಭಾಗದ ಜೀವಿತಾವಧಿಯನ್ನು 15-20% ರಷ್ಟು ಹೆಚ್ಚಿಸಿವೆ. ಡೌನ್ಟೈಮ್ ಘಟನೆಗಳು 40% ರಷ್ಟು ಕಡಿಮೆಯಾಗಿದೆ ಮತ್ತು ಲೈನರ್ ಬದಲಿ ಆವರ್ತನವು 35% ರಷ್ಟು ಕಡಿಮೆಯಾಗಿದೆ. ತಾಪಮಾನ, ಕಂಪನ ಮತ್ತು ಉಡುಗೆಗಳನ್ನು ಟ್ರ್ಯಾಕ್ ಮಾಡುವ ಸಂವೇದಕಗಳು ವೈಫಲ್ಯಗಳು ಸಂಭವಿಸುವ ಮೊದಲು ಕಾರ್ಯನಿರ್ವಹಿಸಲು ನಿರ್ವಾಹಕರಿಗೆ ಸಹಾಯ ಮಾಡುತ್ತವೆ. ಪ್ರತಿಕ್ರಿಯಾತ್ಮಕದಿಂದ ಮುನ್ಸೂಚಕ ನಿರ್ವಹಣೆಗೆ ಈ ಬದಲಾವಣೆಯು ಯಂತ್ರಗಳನ್ನು ಹೆಚ್ಚು ಸಮಯ ಚಾಲನೆಯಲ್ಲಿರಿಸುತ್ತದೆ ಮತ್ತು ಹಣವನ್ನು ಉಳಿಸುತ್ತದೆ. ಮುನ್ಸೂಚಕ ವಿಧಾನಗಳು ನಿರ್ವಾಹಕರಿಗೆ ಅವರ ದವಡೆ ಕ್ರಷರ್ ಕಾರ್ಯಕ್ಷಮತೆಯಲ್ಲಿ ಹೆಚ್ಚಿನ ನಿಯಂತ್ರಣ ಮತ್ತು ವಿಶ್ವಾಸವನ್ನು ನೀಡುತ್ತದೆ.
ಜಾ ಕ್ರೂಷರ್ ಮೆಷಿನ್ ಪಾರ್ಟ್ ಲೈಫ್ ಅನ್ನು ಅತ್ಯುತ್ತಮವಾಗಿಸಲು ಉತ್ತಮ ಅಭ್ಯಾಸಗಳು
ದವಡೆ ಪ್ಲೇಟ್ ವಸ್ತುವನ್ನು ಫೀಡ್ ಗುಣಲಕ್ಷಣಗಳಿಗೆ ಹೊಂದಿಸುವುದು
ಕ್ರಷರ್ ಭಾಗದ ಜೀವಿತಾವಧಿಯನ್ನು ಹೆಚ್ಚಿಸಲು ಸರಿಯಾದ ಜಾ ಪ್ಲೇಟ್ ವಸ್ತು ಮತ್ತು ವಿನ್ಯಾಸವನ್ನು ಆಯ್ಕೆ ಮಾಡುವುದು ಅತ್ಯಗತ್ಯ. ನಿರ್ವಾಹಕರು:
- ವಸ್ತುವಿನ ಸವೆತದ ಆಧಾರದ ಮೇಲೆ ಜಾ ಪ್ಲೇಟ್ ಮಿಶ್ರಲೋಹಗಳನ್ನು ಆರಿಸಿ. ಸುಣ್ಣದ ಕಲ್ಲಿನಂತಹ ಕಡಿಮೆ ಸವೆತದ ವಸ್ತುಗಳಿಗೆ M1 ಮಿಶ್ರಲೋಹ ಉತ್ತಮವಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತದೆ. ಗ್ರಾನೈಟ್ ಅಥವಾ ಕಬ್ಬಿಣದ ಅದಿರಿನಂತಹ ಹೆಚ್ಚು ಸವೆತದ ವಸ್ತುಗಳಿಗೆ M2, M7, M8, ಅಥವಾ M9 ನಂತಹ ಪ್ರೀಮಿಯಂ ಮಿಶ್ರಲೋಹಗಳು ಉತ್ತಮ.
- ಫೀಡ್ಗೆ ಹಲ್ಲಿನ ಮಾದರಿಗಳನ್ನು ಹೊಂದಿಸಿ. ವೈಡ್ ಟೀತ್ (WT) ಪ್ಯಾಕಿಂಗ್ ಅನ್ನು ತಡೆಗಟ್ಟುವ ಮೂಲಕ ಹೆಚ್ಚಿನ ಸೂಕ್ಷ್ಮತೆಯಲ್ಲಿ ಫೀಡ್ಗಳಿಗೆ ಸಹಾಯ ಮಾಡುತ್ತದೆ. ಶಾರ್ಪ್ ಟೀತ್ (ST) ಫ್ಲೇಕಿ ಅಥವಾ ಕೋನೀಯ ಫೀಡ್ ಅನ್ನು ಹಿಡಿದು ಜಾರುವಿಕೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ. ಒರಟಾದ ಸುಕ್ಕುಗಟ್ಟಿದ (CC), ಹೆವಿ ಡ್ಯೂಟಿ (HD), ಅಥವಾ ಅಲ್ಟ್ರಾ-ಥಿಕ್ (UT) ಪ್ಲೇಟ್ಗಳು ಅಪಘರ್ಷಕ ಫೀಡ್ಗಳನ್ನು ತಡೆದುಕೊಳ್ಳುತ್ತವೆ.
- ಕ್ರಷರ್ ಮಾದರಿ ಶಿಫಾರಸುಗಳನ್ನು ಅನುಸರಿಸಿ. ಉದಾಹರಣೆಗೆ, CJ615 ಕ್ರಷರ್ಗಳು ಸಾಮಾನ್ಯವಾಗಿ ಒರಟಾದ ಫೀಡ್ಗಾಗಿ M8 ಮಿಶ್ರಲೋಹದೊಂದಿಗೆ ಒರಟಾದ ಸುಕ್ಕುಗಟ್ಟಿದ ಅಥವಾ ಹೆವಿ ಡ್ಯೂಟಿ ಪ್ಲೇಟ್ಗಳನ್ನು ಬಳಸುತ್ತವೆ.
- ದವಡೆಯ ಪ್ಲೇಟ್ಗಳನ್ನು ಅವುಗಳ ಜೀವನಚಕ್ರದಲ್ಲಿ ತಿರುಗಿಸಿ, ಅವು ಸವೆತವನ್ನು ಸಮವಾಗಿ ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಮತ್ತು ಅತ್ಯುತ್ತಮವಾದ ನಿಪ್ ಕೋನವನ್ನು ಕಾಪಾಡಿಕೊಳ್ಳಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ.
- ಫೀಡ್ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಹೊಂದಿಸಲು ಮುಚ್ಚಿದ ಸೈಡ್ ಸೆಟ್ಟಿಂಗ್ ಮತ್ತು ನಿಪ್ ಆಂಗಲ್ನಂತಹ ಕ್ರಷರ್ ಸೆಟ್ಟಿಂಗ್ಗಳನ್ನು ಹೊಂದಿಸಿ.
ದವಡೆಯ ತಟ್ಟೆಯ ವಸ್ತು ಮತ್ತು ವಿನ್ಯಾಸವನ್ನು ಫೀಡ್ ಗುಣಲಕ್ಷಣಗಳಿಗೆ ಹೊಂದಿಸುವುದು ಕಾರ್ಯಕ್ಷಮತೆಯನ್ನು ಅತ್ಯುತ್ತಮವಾಗಿಸಲು ಮತ್ತು ಭಾಗದ ಜೀವಿತಾವಧಿಯನ್ನು ವಿಸ್ತರಿಸಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ.
ನಿಯಮಿತ ತಪಾಸಣೆ ಮತ್ತು ಸಕಾಲಿಕ ಬದಲಿ
ಕ್ರಷರ್ಗಳನ್ನು ನಿಯಮಿತವಾಗಿ ಪರಿಶೀಲಿಸುವುದು ಮತ್ತು ಸವೆದ ಭಾಗಗಳನ್ನು ಸಮಯೋಚಿತವಾಗಿ ಬದಲಾಯಿಸುವುದರಿಂದ ಕ್ರಷರ್ಗಳು ಪರಿಣಾಮಕಾರಿಯಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತವೆ. ನಿರ್ವಾಹಕರು ಇವುಗಳಿಂದ ಪ್ರಯೋಜನ ಪಡೆಯುತ್ತಾರೆ:
- ದವಡೆಯ ಫಲಕಗಳು, ಬೇರಿಂಗ್ಗಳು ಮತ್ತು ಇತರ ಘಟಕಗಳ ನಿಯಮಿತ ಪರಿಶೀಲನೆಗಳ ಮೂಲಕ ಸವೆತ ಮತ್ತು ಹಾನಿಯನ್ನು ಮೊದಲೇ ಪತ್ತೆಹಚ್ಚುವುದು.
- ಸವೆದ ಭಾಗಗಳನ್ನು ಸಕಾಲಿಕವಾಗಿ ಬದಲಾಯಿಸುವುದರಿಂದ, ಇದು ಮತ್ತಷ್ಟು ಹಾನಿಯನ್ನು ತಡೆಯುತ್ತದೆ ಮತ್ತು ಪುಡಿಮಾಡುವ ದಕ್ಷತೆಯನ್ನು ಕಾಯ್ದುಕೊಳ್ಳುತ್ತದೆ.
- ಚಲಿಸುವ ಭಾಗಗಳ ಸರಿಯಾದ ನಯಗೊಳಿಸುವಿಕೆ, ಘರ್ಷಣೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ ಮತ್ತು ಯಂತ್ರದ ಜೀವಿತಾವಧಿಯನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ.
- ಸಮಸ್ಯೆಗಳ ಬಗ್ಗೆ ನಿರ್ವಾಹಕರಿಗೆ ಎಚ್ಚರಿಕೆ ನೀಡುವ ಮೇಲ್ವಿಚಾರಣಾ ವ್ಯವಸ್ಥೆಗಳು, ಆರಂಭಿಕ ನಿರ್ವಹಣೆಯನ್ನು ಬೆಂಬಲಿಸುವುದು ಮತ್ತು ದುರಸ್ತಿ ವೆಚ್ಚವನ್ನು ಕಡಿಮೆ ಮಾಡುವುದು.
ತಪಾಸಣೆ ಮತ್ತು ಸಕಾಲಿಕ ಭಾಗ ಬದಲಾವಣೆ ಸೇರಿದಂತೆ ಸ್ಥಿರವಾದ ನಿರ್ವಹಣಾ ವೇಳಾಪಟ್ಟಿಯು ಉಪಕರಣಗಳ ಕಾರ್ಯಾಚರಣೆಯ ಸಮಯವನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ ಮತ್ತು ಕಾರ್ಯಾಚರಣೆಯ ವೆಚ್ಚವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ.
ಆಪರೇಟರ್ ತರಬೇತಿ ಮತ್ತು ಪ್ರಕ್ರಿಯೆ ಆಪ್ಟಿಮೈಸೇಶನ್
ಉತ್ತಮ ತರಬೇತಿ ಪಡೆದ ನಿರ್ವಾಹಕರು ಮತ್ತು ಅತ್ಯುತ್ತಮ ಪ್ರಕ್ರಿಯೆಗಳು ಸವೆತವನ್ನು ಕಡಿಮೆ ಮಾಡುವಲ್ಲಿ ಪ್ರಮುಖ ಪಾತ್ರ ವಹಿಸುತ್ತವೆ. ನಿರ್ವಾಹಕರು:
- ಸಾಮರ್ಥ್ಯವನ್ನು ಹೆಚ್ಚಿಸಲು ಮತ್ತು ಸವೆತವನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಸರಿಯಾದ ಫೀಡ್ ಗ್ರೇಡೇಶನ್ ಬಳಸಿ ಮತ್ತು ಫೀಡ್ ದರವನ್ನು ನಿಯಂತ್ರಿಸಿ.
- ಕ್ರಷರ್ ಸೆಟ್ಟಿಂಗ್ಗಳನ್ನು ಹೊಂದಿಸಿ, ಉದಾಹರಣೆಗೆ ಮುಚ್ಚಿದ ಸೈಡ್ ಸೆಟ್ಟಿಂಗ್, ಶಿಮ್ಗಳನ್ನು ಬಳಸಿ ಮತ್ತು ಸವೆತವನ್ನು ಸರಿದೂಗಿಸಲು ಉದ್ದವನ್ನು ಟಾಗಲ್ ಮಾಡಿ.
- ಸರಿಯಾದ ಸೆಟ್ಟಿಂಗ್ಗಳನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ದವಡೆಗಳ ನಡುವಿನ ಅಂತರವನ್ನು ಅಳೆಯಿರಿ.
- ಕ್ರಷರ್ ಖಾಲಿಯಾಗಿದ್ದಾಗ ಮತ್ತು ಅಕಾಲಿಕ ಸವೆತವನ್ನು ತಪ್ಪಿಸಲು ನಿಲ್ಲಿಸಿದಾಗ ಮಾತ್ರ ಹೊಂದಾಣಿಕೆಗಳನ್ನು ಮಾಡಿ.
- ಸ್ಥಿರವಾದ ಬೇರಿಂಗ್ ಲೂಬ್ರಿಕೇಶನ್ಗಾಗಿ ಸ್ವಯಂಚಾಲಿತ ಲೂಬ್ರಿಕೇಶನ್ ವ್ಯವಸ್ಥೆಗಳನ್ನು ಅವಲಂಬಿಸಿ.
- ಯಂತ್ರದ ಸವೆತವನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಮತ್ತು ಜೀವಿತಾವಧಿಯನ್ನು ವಿಸ್ತರಿಸಲು ಆಹಾರ ತಂತ್ರಗಳು ಮತ್ತು ನಿರ್ವಹಣಾ ವಿಧಾನಗಳನ್ನು ಅರ್ಥಮಾಡಿಕೊಳ್ಳಿ.
ಆಪರೇಟರ್ ತರಬೇತಿ ಮತ್ತು ಪ್ರಕ್ರಿಯೆಯ ಅತ್ಯುತ್ತಮೀಕರಣವು ವಿಶ್ವಾಸಾರ್ಹ ಕಾರ್ಯಕ್ಷಮತೆಯನ್ನು ಖಚಿತಪಡಿಸುತ್ತದೆ ಮತ್ತು ಕ್ರಷರ್ ಭಾಗಗಳ ಜೀವಿತಾವಧಿಯನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ.
ಫೀಡ್ ವಸ್ತುಗಳ ಗುಣಲಕ್ಷಣಗಳು ಉಡುಗೆ ದರಗಳು ಮತ್ತು ಸೇವಾ ಜೀವನವನ್ನು ಹೆಚ್ಚಿಸುತ್ತವೆಕ್ರಷರ್ ಭಾಗಗಳುಕೈಗಾರಿಕಾ ವ್ಯವಸ್ಥೆಗಳಲ್ಲಿ. ಪೂರ್ವಭಾವಿ ಮೇಲ್ವಿಚಾರಣೆಯನ್ನು ಬಳಸುವ, ಉಡುಗೆ-ನಿರೋಧಕ ವಸ್ತುಗಳನ್ನು ಆಯ್ಕೆ ಮಾಡುವ ಮತ್ತು ಕಾರ್ಯಾಚರಣೆಗಳನ್ನು ಹೊಂದಿಸುವ ನಿರ್ವಾಹಕರು ಭಾಗದ ಜೀವಿತಾವಧಿಯನ್ನು 50% ವರೆಗೆ ವಿಸ್ತರಿಸಬಹುದು ಮತ್ತು ನಿರ್ವಹಣಾ ವೆಚ್ಚವನ್ನು ಕಡಿಮೆ ಮಾಡಬಹುದು. ಉತ್ತಮ ಅಭ್ಯಾಸಗಳು ಕಾರ್ಯಾಚರಣೆಯ ವೆಚ್ಚವನ್ನು 10%–20% ರಷ್ಟು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ ಮತ್ತು ಸಲಕರಣೆಗಳ ಜೀವಿತಾವಧಿಯನ್ನು 15% ರಷ್ಟು ಹೆಚ್ಚಿಸುತ್ತದೆ ಎಂದು ಉದ್ಯಮದ ಮಾನದಂಡಗಳು ತೋರಿಸುತ್ತವೆ. ಈ ಸುಧಾರಣೆಗಳು ಹೆಚ್ಚಿನ ಉತ್ಪಾದಕತೆ ಮತ್ತು ಹೂಡಿಕೆಯ ಮೇಲೆ ಬಲವಾದ ಲಾಭಕ್ಕೆ ಕಾರಣವಾಗುತ್ತವೆ.
ಪದೇ ಪದೇ ಕೇಳಲಾಗುವ ಪ್ರಶ್ನೆಗಳು
ಯಾವ ಫೀಡ್ ವಸ್ತುವಿನ ಗುಣಲಕ್ಷಣವು ವೇಗವಾಗಿ ದವಡೆಯ ಪ್ಲೇಟ್ ಸವೆಯಲು ಕಾರಣವಾಗುತ್ತದೆ?
ಗಡಸುತನ ಮತ್ತು ಸವೆತವು ವೇಗವಾಗಿ ಸವೆಯಲು ಕಾರಣವಾಗುತ್ತದೆ. ಗ್ರಾನೈಟ್ ಅಥವಾ ಸ್ಫಟಿಕ ಶಿಲೆಯನ್ನು ಹೊಂದಿರುವ ಖನಿಜಗಳಂತಹ ಗಟ್ಟಿಯಾದ ಬಂಡೆಗಳು ದವಡೆಯ ಫಲಕಗಳ ವಿರುದ್ಧ ಪುಡಿಮಾಡುತ್ತವೆ. ಈ ವಸ್ತುಗಳನ್ನು ಸಂಸ್ಕರಿಸುವಾಗ ನಿರ್ವಾಹಕರು ಹೆಚ್ಚಾಗಿ ಬದಲಿಗಳನ್ನು ನೋಡುತ್ತಾರೆ.
ಫೀಡ್ ವಸ್ತುವಿನಲ್ಲಿರುವ ತೇವಾಂಶವು ದವಡೆ ಕ್ರಷರ್ ಭಾಗಗಳ ಮೇಲೆ ಹೇಗೆ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ?
ತೇವಾಂಶವು ಅಡಚಣೆ ಮತ್ತು ಅಸಮವಾದ ಸವೆತಕ್ಕೆ ಕಾರಣವಾಗಬಹುದು. ಜಿಗುಟಾದ ವಸ್ತುಗಳು, ವಿಶೇಷವಾಗಿ ಜೇಡಿಮಣ್ಣಿನಿಂದ, ಕ್ರಷರ್ ಒಳಗೆ ಸಂಗ್ರಹವಾಗುತ್ತವೆ. ಈ ಜಮೆಯು ಭಾಗಗಳ ಮೇಲೆ ಒತ್ತಡವನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ ಮತ್ತು ವೇಗವಾಗಿ ಸವೆತಕ್ಕೆ ಕಾರಣವಾಗಬಹುದು.
ಫೀಡ್ ಗಾತ್ರವನ್ನು ಸರಿಹೊಂದಿಸುವ ಮೂಲಕ ನಿರ್ವಾಹಕರು ಉಡುಗೆಯನ್ನು ಕಡಿಮೆ ಮಾಡಬಹುದೇ?
ಹೌದು. ಫೀಡ್ ಗಾತ್ರವನ್ನು ನಿಯಂತ್ರಿಸುವ ಮತ್ತು ದೊಡ್ಡ ಗಾತ್ರದ ಬಂಡೆಗಳು ಅಥವಾ ಸೂಕ್ಷ್ಮಗಳನ್ನು ತೆಗೆದುಹಾಕುವ ನಿರ್ವಾಹಕರು ಉಡುಗೆಯನ್ನು ಸಮವಾಗಿ ವಿತರಿಸಲು ಸಹಾಯ ಮಾಡುತ್ತಾರೆ. ಈ ಅಭ್ಯಾಸವು ದವಡೆಯ ಪ್ಲೇಟ್ ಜೀವಿತಾವಧಿಯನ್ನು ವಿಸ್ತರಿಸುತ್ತದೆ ಮತ್ತು ಕ್ರಷರ್ ದಕ್ಷತೆಯನ್ನು ಸುಧಾರಿಸುತ್ತದೆ.
ಅಪಘರ್ಷಕ ಫೀಡ್ಗೆ ಯಾವ ದವಡೆಯ ಪ್ಲೇಟ್ ವಸ್ತು ಉತ್ತಮವಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತದೆ?
ಮ್ಯಾಂಗನೀಸ್ ಉಕ್ಕುಹೆಚ್ಚಿನ ಕ್ರೋಮಿಯಂ ಅಥವಾ TIC ಒಳಸೇರಿಸುವಿಕೆಗಳೊಂದಿಗೆ ಅಪಘರ್ಷಕ ಉಡುಗೆಗಳನ್ನು ಉತ್ತಮವಾಗಿ ವಿರೋಧಿಸುತ್ತದೆ. ಈ ವಸ್ತುಗಳು ಗಟ್ಟಿಯಾದ ಮತ್ತು ಅಪಘರ್ಷಕ ಕಲ್ಲುಗಳನ್ನು ನಿರ್ವಹಿಸುತ್ತವೆ, ದೀರ್ಘ ಸೇವಾ ಜೀವನವನ್ನು ನೀಡುತ್ತವೆ.
ನಿರ್ವಾಹಕರು ಜಾ ಕ್ರಷರ್ ಉಡುಗೆ ಭಾಗಗಳನ್ನು ಎಷ್ಟು ಬಾರಿ ಪರಿಶೀಲಿಸಬೇಕು?
ನಿರ್ವಾಹಕರು ಮಾಡಬೇಕುಧರಿಸಿರುವ ಭಾಗಗಳನ್ನು ಪರೀಕ್ಷಿಸಿವಾರಕ್ಕೊಮ್ಮೆ. ನಿಯಮಿತ ತಪಾಸಣೆಗಳು ಹಾನಿಯ ಆರಂಭಿಕ ಚಿಹ್ನೆಗಳನ್ನು ಗುರುತಿಸಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ. ಸಮಯೋಚಿತ ಬದಲಿ ಅನಿರೀಕ್ಷಿತ ಸ್ಥಗಿತಗಳನ್ನು ತಡೆಯುತ್ತದೆ ಮತ್ತು ಕ್ರಷರ್ ಸರಾಗವಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತದೆ.

ಪೋಸ್ಟ್ ಸಮಯ: ಜುಲೈ-17-2025